устройство индукторов, использование в сварочных работах
При выполнении ремонтных, монтажных и производственных работ, когда необходимо обеспечить максимальную точность и чистоту сварки, используются индукторы. Эти устройства необходимы для индукционного нагрева металлических заготовок. Применение такого оборудования позволяет буквально за несколько секунд нагреть детали до нужной температуры, при которой металл становится мягким и легко поддается сварке. Чтобы приобрести индукторы по доступной цене, обратитесь в ООО «ТСК». В продаже имеется большой выбор оборудования для индукционного нагрева металлических заготовок. Модели отличаются по мощности, рабочему напряжению и частоте тока, стоимости, конструктивным особенностям и другим критериям. Вы легко подберете устройство для индукционного нагрева, которое отвечает конкретным требованиям и устраивает по цене.
Устройство индуктора
Техника для индукционного нагрева металлов имеет сборную конструкцию. Она состоит из двух основных узлов – самого индуктора, а также генерирующей установки, которая вырабатывает высокочастотные импульсы тока.
Индуктор представляет собой обыкновенную катушку индуктивности, состоящую из нескольких витков медного проводника. Для производства этих компонентов используется только бескислородная медь, в которой содержание посторонних примесей не должно превышать 0,1 %. Данное устройство может иметь различный диаметр (от 16 до 250 мм в зависимости от модели). Количество витков варьируется в пределах от 1 до 4.
Генератор, вырабатывающий импульсные токи для катушки индукционного нагрева, имеет достаточно внушительные габариты и массу. Он может быть выполнен по любой схеме генерации высокочастотных импульсов. К примеру, в современной промышленности часто используются генерирующие агрегаты, построенные на базе мультивибраторов, RC-генераторов, релаксационных контуров и т. д.
Если оборудование используется преимущественно для нагрева мелких деталей, частота вырабатываемых импульсов должна составлять не менее 5 МГц. Эти агрегаты разрабатываются на основе электронных ламп. Если же техника применяется для нагрева крупных металлических заготовок, целесообразно использовать индукционные установки с рабочей частотой до 300 кГц, построенные на базе инверторов на IGBT-схемах или MOSFET-транзисторах.
Принцип работы индукторов
Устройства для индукционного нагрева металлов работают по простому принципу, базирующемуся на явлении электромагнитной индукции. Когда через катушку проходит переменный ток высокой частоты, вокруг и внутри нее образуется мощное магнитное поле. Оно вызывает появление вихревых токов внутри обрабатываемой металлической заготовки.
Поскольку деталь, как правило, имеет крайне малое электрическое сопротивление, она быстро нагревается под воздействием вихревых токов. В итоге ее температура увеличивается до такой степени, что металл становится более мягким и начинает плавиться. Именно в этот момент выполняется сваривание концов обрабатываемых заготовок.
Основные разновидности индукторов
В современной промышленности получили широкое распространение три типа агрегатов для индукционного нагрева металлических деталей:
- трубчатые. Внешне такие устройства напоминают бытовые кипятильники. Индукторы состоят из 2, 3 или 4 витков медного проводника, поверхность которого обработана специальным защитным покрытием. Эти агрегаты применяются для индукционного нагрева небольших деталей. Внутренние диаметры рабочих элементов, как правило, варьируются в диапазоне от 16 до 90 мм;
- ленточные. Отличительной особенностью оборудования этого типа является увеличенный внутренний диаметр. Данный параметр может варьироваться в пределах от 28 до 250 мм. Большинство моделей ленточных индукторов состоит из 1 или 2 витков. Витки помещены в защитную ленточную оболочку;
- сборные. Оборудование данного вида применяется для индукционного нагрева больших металлических заготовок. Внутренний диаметр рабочих элементов составляет от 70 до 610 мм. Мощность нагрева для некоторых моделей этих устройств может достигать 400 кВт;
Преимущества индукционного нагрева
Технология индукционного нагрева обладает рядом преимуществ.
- Индукционное оборудование позволяет быстро разогревать и плавить любые металлические детали. Термическая обработка заготовок при этом может проводиться в десятки раз быстрее, чем при применении газовых горелок. Индукционный агрегат позволяет получить нужную температуру детали буквально за несколько секунд.
- Нагрев можно проводить в различной среде. К примеру, индукционный агрегат вместе с заготовкой могут помещаться в атмосферу защитного газа, окислительную или восстановительную среду, жидкость и даже вакуум. Стандартные устройства газового разогрева не могут использоваться в подобных условиях.
- Процесс индукционного нагрева происходит исключительно за счет тепловой энергии, которая выделяется при прохождении вихревых токов через заготовку. Поэтому поверхность детали не загрязняется продуктами горения факела (как при газопламенном нагреве) или веществом электрода (как при дуговой сварке).
- Агрегаты индукционного нагрева можно использовать в любых условиях, даже в плохо проветриваемых и закрытых помещениях. Это обусловлено тем, что в процессе работы такое оборудование не загрязняет окружающий воздух продуктами сгорания.
- Индукторы можно использовать для местного и избирательного нагрева заготовок, при котором нужно повысить температуру не всей детали, а отдельных ее частей.
Недостатки технологии
Метод индукционного нагрева металлических заготовок имеет и некоторые недостатки, которые обязательно нужно учесть, прежде чем приступить к работе с оборудованием.
- Индукторы имеют достаточно сложную конструкцию. Для работы с ними, их ремонта и обслуживания нужно привлекать квалифицированных специалистов, прошедших соответствующую подготовку.
- Для полноценной эксплуатации устройств индукционного нагрева требуется мощный источник электрической энергии. Также необходимо иметь специальный бак и насос, чтобы обеспечить качественное охлаждение агрегата.
- Несмотря на довольно компактные размеры самого индуктора, вся установка в комплекте с генератором занимает много места и имеет большой вес. Поэтому такая техника непригодна для работы в полевых условиях. Ее целесообразно использовать для стационарной установки в помещениях. Для выездных работ лучше применять другие виды техники для нагрева металлических деталей.
Как индукционный нагрев применяется в сварке
Процесс сваривания металлических деталей при помощи устройств индукционного нагрева происходит следующим образом. Свариваемые заготовки помещаются внутрь витков индуктора, на него подается ток высокого напряжения и частоты. В этот момент возникают вихревые токи, в результате чего детали быстро нагреваются. Противоположные края свариваемых заготовок сближают по направлению друг к другу, располагая их под некоторым углом.
В момент, когда детали соприкасаются, между их кромками образуется V-образная щель. Вихревые токи, сгенерированные в заготовках, встречают на своем пути эту щель и отклоняются ближе к вершине угла схождения. В силу поверхностного эффекта электрический заряд сосредоточивается на краях свариваемых деталей, и именно в этих точках нагрев происходит более интенсивно. В конечном итоге кромки заготовок плавятся и соединяются между собой. По мере их сваривания положение деталей выравнивается до горизонтального, V-образная щель исчезает, и металлические элементы прочно привариваются друг к другу.
Вы можете приобрести оборудование для индукционной сварки в нашей компании. Чтобы сделать заказ, обсудить условия доставки и оплаты товара, позвоните по телефону, который указан на сайте.
Индукционный нагреватель своими руками из сварки
Небольшим производствам и мастерам, работающим в домашних условиях, поможет индукционный нагреватель. Его задействуют не только для отопления или нагрева воды, но также для плавки, пайки металла, закалки заготовок, а также для сварки и деформации.

Простыми словами принцип работы индукционного нагревателя — это установка понижающего трансформатора в трубу.
Индукционный нагреватель своими руками
Чтобы купить данный аппарат, потребуется значительная сумма, а в гаражных условиях его удастся собрать из подручных материалов. Потребуется толстостенная трубка, внутри которой располагается небольшой стальной прут. Используя проводники со всех сторон, накрываем трубу.
На следующем этапе центральную часть конструкции опутываем примерно сотней витков медной проволоки. Таким образом формируется индуктор. Далее соединяем его с выходом инвертора. Неотъемлемым дополнением является терморегулятор, способствующий контролю нагревательного процесса.


Для сборки потребуется комплект:
- нержавеющий пруток диаметром 7 мм;
- сварочный инвертор;
- мелкоячеистая сетка из металла;
- толстостенная пластиковая трубка 500 мм диаметром;
- несколько метров эмалированного медного провода;
- переходник.

Пошаговый алгоритм
Сборка состоит из операций:
- нарезаем проволоку на отрезки по 5 см;
- трубу по краям закрываем сеткой;
- поверх катушки наматываем 90 витков медной проволокой;
- из трубопровода удаляем часть и монтируем котел;
- соединяем катушку и инвертор;
- заливаем воду в котел;
- обеспечиваем заземление системы;
- тестируем работоспособность.
Нельзя запускать такой бытовой самодельный индукционный нагреватель без воды, так как имеется риск расплавления емкости. Аналогично собирается сварка, в которой нагревателем выступает трубка внутри с проволокой.
Видео — индукционный нагреватель своими руками.
Бюджетный вариант из инверторной сварки
Простой и не менее эффективный вариант сборки нагревателя в домашних условиях — с использованием сварки инверторного типа:
- берется полимерная труба с толстыми стенками;
- с торца трубы монтируются 2 вентиля и разводка;
- внутрь трубы засыпаются куски стальной проволоки 5 мм в диаметре;
- монтируется верхний вентиль;
- как и в предыдущем варианте остается сделать 90 витков медной проволокой и индуктор готов.

Генератор — сварка, а нагреватель — трубка с проволокой.
Обратите внимание! Прибор следует установить в режим переменного тока с высокой частотой.
Процесс нагрева подразумевает излучение магнитного поля и нагрев проволоки вихревыми потоками, в результате чего вода закипит.
Советы мастеров
Опытные электрики рекомендуют придерживаться нескольких советов:
- индукционный нагреватель можно использовать в закрытых системах отопления со встроенным насосом;
- для техники безопасности прибор следует размещать не ближе 80 см от потолка и 30 см от стен и предметов мебели;
- для безопасности лучше подключить к устройству манометр;
- для удобства управления следует подключить автоматический тумблер;
- к электросети нагреватель следует подключать не чем попало, а специальными переходниками.
ТВЧ установки | Установка индукционного нагрева | Индукционная установка
ООО «ЭЛСИТ» занимается разработкой и производством современного оборудования для технологии индукционного нагрева на базе транзисторных преобразователей частоты.
Универсальность разработок ООО «ЭЛСИТ» состоит:
- В схемотехнических решениях
- В программном обеспечении
- В конструкторских решениях
В состав ТВЧ установки ЭЛСИТ входит:
- силовой блок преобразователя (СБП) частоты, выполненный на IGBT-модулях производства Германии с микропроцессорной системой управления;
- трансформаторный блок с резонансными конденсаторами (ТБ), обеспечивающий гальваническую развязку от сети и согласование нагрузки.
Установка индукционного нагрева может быть выполнена в зависимости от условий эксплуатации и установленной мощности в виде моноблока СБП или с раздельными корпусами блока силового преобразователя (СБП) и трансформаторного блока (ТБ).
Охлаждение установки и индуктора осуществляется проточной технической водой. За счет высокого КПД преобразователя (> 95%) разница температуры воды на входе и выходе СБП различается всего на три-четыре градуса Цельсия.
Специалистами предприятия был создан абсолютно новый алгоритм для микропроцессорной системы управления, позволяющий производить автоподстройку частоты практически мгновенно. Это позволило значительно увеличить надежность оборудования не только в штатных режимах работы, но и в экстремальных режимах перегрузок.
В системе управления установки заложен протокол MODBUS, позволяющий в любой момент времени получать информацию о состоянии установки и управлять процессом нагрева удаленно. Это предполагает возможность для подключения промышленного контроллера и дополнительных автоматических систем.
Технические характеристики установок индукционного нагрева (ТВЧ установок) серии «ЭЛСИТ»:
| Максимальная установленная мощность, кВА | 20,30,40,60,80,100,120,160,210,250,300,360,420,500,600, 800, 1000, …….2000 |
| Питающая сеть | трёхфазная 380 В, 50 Гц |
| Частотный диапазон работы, кГц: | от 2 до 5; от 6 до 20; от 10 до 50; от 30 до 80; |
| Коэффициент полезного действия КПД | 0,92 — 0,98 |
| Подстройка резонансной частоты при смене индуктора | автоматически в заданном диапазоне (определяется микропроцессором) |
| Регулирование выходного тока, в процентах от максимального | от 5 до 100 |
| Охлаждение установок и индукторов | водяное (технической водой), со скоростью протока не менее 7 л/мин.; станция охлаждения встроенная или самостоятельная |
| Система управления преобразователем | микропроцессорная, с блоком памяти на 100 программ технологического процесса |
| Программирование параметров процесса | ток и время нагрева, температура нагрева, режимы работы (ручной, таймер, автоматический) |
| Индукторы | исполнение различной конфигурации; при Т≥1000°С заливка жаропрочным бетоном |
| Наличие электронных защит от различного рода нештатных ситуаций |
|
| Возможность встраивания в технологическую линию | Интерфейс RS485, протокол MODBUS |
| Мощность (кВА) |
Габаритные размеры (высота*ширина*длина) (мм) |
Общий вес (кг) |
| 20-40 | 750*430*360 | 27-43 |
| 60-80 | 750*430*500 | 57-65 |
| 100-120 | 820*430*700 | 78-95 |
| 160-240 | 820*430*900 | 110-140 |
| 300-600 | исполнение в двух корпусах |
Демонстрация индукционого нагрева ТВЧ видео:
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Установки индукционного нагрева, ТВЧ установки, кузнечные и закалочные комплексы :: Вопросы водоподготовки :: Заказ по телефону +7-499-6413840
Технология индукционного нагрева интересна тем, что способно сконцентрировать высокую мощность (выделение энергии) в небольшом объеме. Однако, всякая концентрация требует усиленной утилизации тепла. По этому практически все установки индукционного нагрева, несмотря на высокий КПД имеют водяное охлаждение, так как вода имеет высокую теплоемкость и низкую стоимость.
Качество воды
Установки индукционного нагрева производимые компанией Амбит не требуют специальной, дистиллированной воды, так как вода не взаимодействует непосредственно с силовыми элементами, а минимальный внутренний диаметр трубок используемых при производстве не менее 9мм.
Достаточно использовать обычную водопроводную воду.
Нагрев воды не превышает 70°С поэтому не возникает накипи внутри системы охлаждения оборудования.
Не рекомендуется
Не рекомендуется применять ржавую воду так как ржавчина со временем создает проводящий слой в рукавах.
Так как системы водоподготовки довольно громоздки, часто дорогостоящие. Наши клиенты решают задачу водоподготовки самостоятельно. Это возможно с использованием распространенных узлов, бак, насос, трубы, радиатор, вентелятор, чиллер, градирня.
Расчет отводимой мощности
Тепловые потери при индукционном нагреве (те которые следует утилизировать) складываются из следующих потерь:
- Потри в преобразователе частоты ориентировочно 2% от мощности нагрева.
- Потери в трансформаторе.
- Потери в индукторе электрические.
- Поглощение индуктором тепловой энергии от нагреваемого тела.
Максимальные потри в преобразователе частоты можно упрощенно принять 2% от максимальной установленной мощности, таким образом для IHM 30-8-50 они составят 30000Вт*0,02=600Вт.
Потри в трансформаторе и в индукторе сильно зависят от частоты и тока развиваемого в индукторе, чаще всего от 10% максимальной установленной мощности. Ориентировочно определить потери можно включив установку с пустым индуктором, установив регулятором максимальную мощность, та выходная мощность которую покажет установка и будет мощностью потерь в трансформаторе и индукторе. При просмотре видео фильмов работы оборудования видна мощность нагрева с пустым (без детали) индуктора, это и есть потри в индукторе и трансформаторе. Для IHM 30-8-50 примим данные потри 3кВт.
Для минимизации поглощения тепловой энергии от нагреваемого тела индуктор следует теплоизолировать, в связи с тем, что расчет крайне сложен, данные потери не рассматриваются.
Часто оборудование работает в прерывистом режиме, например при пайки резцов оператор устанавливает резец в течении 15сек, нажимает педаль включения нагрева паяет резец 20сек, выключает нагрев и убирает резец в песок еще 5 секунд, таким образом оборудование работает всего 20сек из цикла 40сек, ПВ 50%, следовательно получившиеся потери необходимо умножить на 0,5.
В результате получаем (3кВт+0,6кВт) *0,5= 1,8кВт, эта мощность будет нагревать воду в системе охлаждения.
Расчет температуры нагрева воды
Предположим, что для охлаждения установки индукционного нагрева применяется вода из теплоизолированной емкости объемом 100литров, с начальной температурой 20°С.
Определить на сколько нагреется вода можно пользуясь стандартными физическими формулами расчета мощности как скорости изменения энергии, c=Q/(m ΔT), где с — удельная теплоёмкость воды, равна 4183 Дж•кг−1•K−1;Q — количество теплоты, полученное веществом при нагреве, Дж; m — масса воды, кг; ΔT — разность конечной и начальной температур воды.
При этом Q=P*t, где t время нагрева, сек.
Таким образом, в течении часа при воздействии мощности P, вода в объеме 100 литров нагреется на температуру:
ΔT=(P*t)/cm,
ΔT=(1800*3600) / (100*4183)=15,49°С.
При начальной температуре 20°С, через 1 час работы вода будет 35°С, при этом для установки IHM 30-8-50 допустима температура 40°С.
Если масса воды будет 1000кг (1м3) вода нагреется, за час работы на 1,55°С.
Охлаждение воды
При организации замкнутого контура водоохлаждения тепловую энергию, получаемую при охлаждении установки индукционного нагрева, необходимо утилизировать (для поддерживания температуры необходимой температуры охлаждающей жидкости). Проще всего передать тепловую энергию окружающей среде, в воздух.
В редких случая достаточно изготовить большую стальную емкость, при этом передача тепловой энергии будет производится через стенки этой емкости.
Для усиления эффекта можно в линию возврата нагретой воды поставить радиатор с принудительным охлаждением, мощность теплового рассеивания для этих устройств указываются в паспортных данных.
Рис. — Схема охлаждения ТВЧ установки, с использованием теплообменника

Рис. — Пример теплообменника для установки индукционного нагрева, ТВЧ установки

Рис. — Станция водоохлаждения СВО 2,5 компании Амбит
При высокоинтенсивных потерях необходимо применять градирни либо чиллеры, мощность теплового рассеивания для этих устройств указываются в паспортных данных.
Градирни значительно дешевле чиллеров, однако при использовании градирни происходит потеря воды, необходима подпитка.
Рис. — Схема охлаждения ТВЧ установки, с использованием градирни
Подача воды
Подачу воды в установку индукционного нагрева следует осуществлять насосом создающим давление до 6атм, рекомендуем поверхностный центробежный насос мощностью от 370 до 550Вт.

Рис. — Внешний вид рекомендуемых насосов
Забор воды из емкости производить на высоте 20-30см от дна, для исключения попадания сора.
В линию подачи воды рекомендуем поставить фильтр грубой очистки, что позволит исключить засор системы охлаждения ТВЧ установки типа IHM и индукторов.

Рис. — Пример фильтра грубой очистки для применения в системе охлаждения установки индукционного нагрва, ТВЧ установки
Киловаттный индукционный нагреватель.
Всем привет! Выбрал модель с активным охлаждением для надежности. Во время тестирования пришлось докупить блок питания на киловатт(оставлю информацию и купон), благодаря чему получилось выжать из модуля 900 Вт, купил медную трубку, залез в интернет почитать как можно модифицировать катушку и приуныл. Оказывается нюансов много, генератор изначально настроен под комплектную и даже небольшие изменения конструкции могут стать фатальными. Под катом подробный процесс тестирования и мысли по поводу переделки, может кто подскажет как ее реализовать )Характеристики.
Входное напряжение: 12V-48V (рекомендуемый 24 В)
Потребление:
Чем выше напряжение, тем больше ток.
При 12В до 5А
При 15В до 10A
При 48В до 20А
Рабочая частота: 60-80кГц
Размеры: 90 * 150 * 75 мм
Распаковка и внешний вид.
Серый пакет

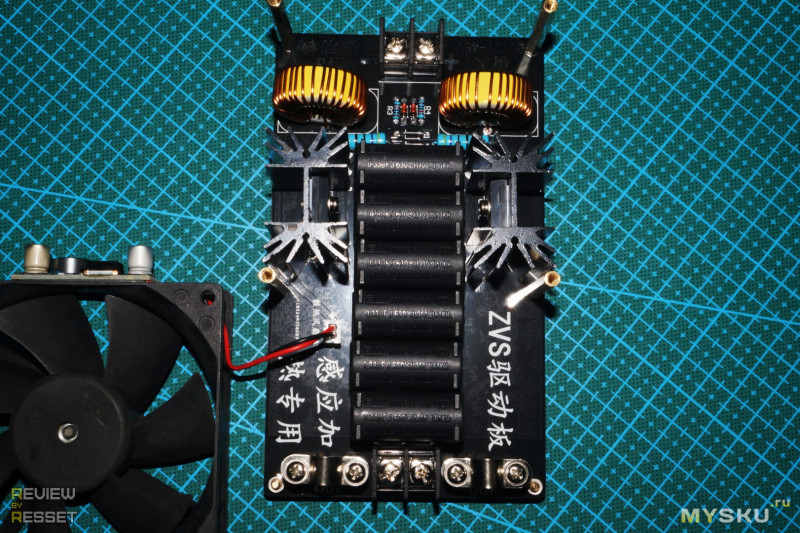
Плата обернута в пупырчатую пленку, катушка просто рядом в пакете

Вот вся комплектация. Диаметр трубки катушки 6 мм, диаметр катушки 46 мм, 7 витков.

Вход 12-48 Вольт, поверхность платы глянцевая, поэтому фотографировать было не очень удобно.

Выходные клеммы
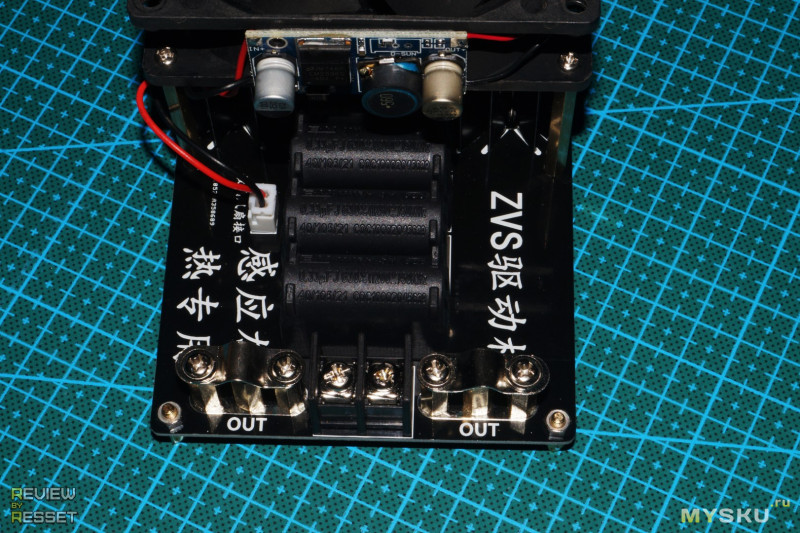
На вентиляторе закреплена плата для питания этого самого вентилятора

Под ним расположены 6 конденсаторов 0.33 мкф 600В 50 кГц и два транзистора. Маркировкой развернуты вовнутрь, поэтому разглядеть ее не удалось, но обычно используются IRFP260N
С обратной стороны плата чистая, местами можно разглядеть шарики олова.

Собираем модуль и катушку

Функционал.
Форму сигнала снял мультиметром MT8206 при питании 12 Вольт.

Частота «холостого» режима чуть выше 85 кГц
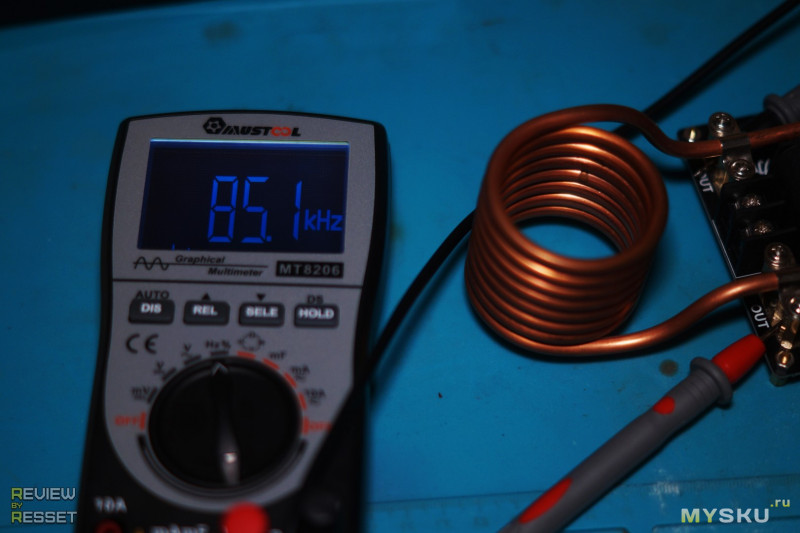
Под нагрузкой упала чуть ниже 80 кГц

Изначально использовал блок питания на 24 Вольта и 20 Ампер.
На небольшой болт при этом выделялось порядка 150Вт или 21 Вольт и 6-8 Ампер

10 мм болт с гайкой на 17 смог разогнать модуль до 250Вт или 21 Вольт, 12 Ампер

Когда впервые увидел подобный нагреватель, вспомнил, что есть модели для сворачивания прикипевших гаек на автомобилях, работающих по тому же принципу — на гайку накидывается катушка, разогревает металл докрасна, после чего шансы сорвать ее с болта увеличиваются

Вот только стоят такие наборы как крыло от самолета, а тут за $30 вроде почти готовый аналог… подумал я и решил посмотреть сколько времени понадобится для нагрева гайки на 17 если задействовать только несколько нижних витков, как это было бы в случае использования во время демонтажа в автомобиле

Начал ждать… 3 с лишним минуты. И тут целых две проблемы — нужно долго держать и с такой скоростью нагрева, успевает прогреться не только гайка, но и болт, что нежелательно.

Катушка нагрелась до 39 градусов на четверти мощности и частично обдуваемая вентилятором

Как вы уже наверное заметили, ток растет вместе с напряжением и при 20 Вольтах максимум составил 15 Ампер или 300 Ватт. Давно хотел прикупить более мощный БП, чтобы выжать всё из модуля DPS5020, но отдавать $50 за киловатт(еще ведь и не факт) было жалко, но нужно ведь тестирование закончить, а тут еще цену чуть скинули и благодаря купону она опустилась до $39, так что жабу удалось уговорить и был куплен вот этот блок. Купон BG-MP16 до сих пор работает если кому надо.
Кому интересен внешний вид и немного начинки, жмите сюда
С ростом напряжения заметно вырос и ток. На тот же болт с гайкой на 17 уже выделялось порядка 800 Ватт, благодаря более быстрому нагреву гайка нагрелась за пол минуты и видно, что она явно горячее болта. Будь болт зажат в какой железяке, контраст был бы еще больше из-за лучшего отвода тепла.

С другого ракурса, чтобы не подумали, что показания были подогнаны с другой нагрузкой )

За 50 секунд раскалился весь металл в рабочей зоне.

Катушка за это время так же заметно нагрелась, пришлось использовать примитивное водяное охлаждение:
— Подсоединил 2 силиконовых трубки
— Один конец опустил в канистру с водой на верхней полке
— Второй в пустую канистру на нижней полке и пустил на самотек
Изначально мне говорили, что при использовании индукционного нагревателя, деталь будет прогреваться в первую очередь изнутри. А я вроде как учил в школе физику и был уверен, что металл не будет себя вести как сосиска в микроволновке и внешний слой нагреется первым. По гифке выше и так видно кто прав, но попробую показать еще нагляднее. С обратной стороны свободно болтается гайка на 19

Невооруженным глазом видно, что внешний слой поглощает основное излучение.

Охлаждение отлично справляется — катушка прохладная, радиаторы мосфетов тоже.

Итоги.
В общем, на этом и остановился. На работе напугали тем, что при подключении даже немного другой катушки, вся конструкция полетит в мусорку сразу после включения. Я ранее дел с такими модулями не имел, поэтому буду благодарен за совет как реализовать нагреватель гаек. Волнуют несколько, возможно глупых вопросов:
1. Можно ли удлинить контакты(проводами с хорошим сечением без изгибов), чтобы не держать на весу довольно массивный корпус с платой? Или нужно будет переносить часть генератора на новую рукоять?
2. Есть ли какой-нибудь калькулятор расчета параметров катушки с учетом данных используемой трубки? Н насколько критичны ошибки в просчете этих данных, если не планируется использовать сабж часами?
3. А может кто-то уже прошел этот путь и есть готовое бюджетное решение?
По традиции нашел скромный купон BGZVS, скидывающий 10% стоимости
В обзорах по п.18 плюсы и минусы не расписываю, есть тесты — опирайтесь на них, они не предвзяты )
Как обычно, приветствуется конструктивная критика в комментариях. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
устройство и принцип работы, схема изготовления своими руками

Индукционный нагреватель можно устанавливать в квартире, для этого не нужно никаких согласований и связанных с ними расходов и хлопот. Достаточно желания хозяина. Проект подключения требуется только теоретически. Это и стало одной из причин популярности индукционных нагревателей, даже несмотря на приличную стоимость электроэнергии.Индукционный способ нагрева

Индукционный нагрев — это нагрев переменным электромагнитным полем проводника, помещенного в это поле. В проводнике возникают вихревые токи (токи Фуко), которые и нагревают его. По сути дела — это трансформатор, первичная обмотка — это катушка, называемая индуктором, а вторичная обмотка — это вкладка или короткозамкнутая обмотка. Тепло не подводится к вкладке, а генерируется в ней самой блуждающими токами. Все, окружающее ее, остается холодным, что является определенным преимуществом устройств такого рода.Тепло во вкладке распределяется неравномерно, а только в поверхностных ее слоях и далее по объему распространяется за счет теплопроводности материала вкладки. Причем с повышением частоты переменного магнитного поля глубина проникновения уменьшается, а интенсивность увеличивается.
Для работы индуктора с частотой большей, чем в сети (50Гц), применяются транзисторные или тиристорные преобразователи частоты. Тиристорные преобразователи позволяют получать частоты до 8 КГц, транзисторные — до 25КГц. Схемы их подключения можно найти легко.
Планируя установку систем отопления в собственном доме или на даче, кроме прочих вариантов на жидком или твердом топливе, необходимо рассмотреть вариант с применением индукционного нагрева котла. С таким отоплением экономить на электроэнергии не удастся, но отсутствуют опасные для здоровья вещества.
Принцип работы индуктора
Основное назначение индуктора — выработка тепловой энергии за счет электрической без использования теплоэлектронагревателей принципиально другим способом.
Типовой индуктор состоит из следующих основных деталей и устройств:
-
 генератор переменного тока — устройство для изменения сетевой частоты в более высокую, которая транслируется на катушку;
генератор переменного тока — устройство для изменения сетевой частоты в более высокую, которая транслируется на катушку; - индуктор — катушка, в которой индуцируется переменное магнитное поле;
- нагревательный элемент — металлический предмет, в котором под воздействием электромагнитного поля возникают вихревые токи, которые и нагревают проводник.
Устройство нагревательного прибора
Основные элементы индукционного нагревателя для отопительной системы.
- Стальная проволока диаметром 5-7 мм.
- Труба из пластика с толстой стенкой. Внутренний диаметр не менее 50 мм и длина подбирается по месту установки.
- Медная эмалированная проволока для катушки. Размеры подбираются в зависимости от мощности устройства.
- Сетка из нержавеющей стали.
- Сварочный инвертор.
Порядок изготовления индукционного котла
Вариант первый

Стальную проволоку порубить на отрезки длиной не более 50 мм. Рубленой проволокой заполнить пластиковую трубу. Торцы заглушить проволочной сеткой для предотвращения высыпания проволоки.На концах трубы установить переходники от пластиковой трубы к размеру трубы в месте подключения нагревателя.
Медным эмалированным проводом намотать обмотку на корпусе нагревателя (пластиковой трубе). Для этого понадобится порядка 17 метров провода: количество витков — 90, наружный диаметр трубы порядка 60 мм: 3,14 х 60 х90 = 17 (метров). Длину уточните дополнительно, когда будет точно известен наружный диаметр трубы.
Пластиковую трубку, а теперь уже индукционный котел, врезать в трубопровод в вертикальном положении.
При проверке работоспособности индукционного нагревателя убедитесь, что в котле присутствует теплоноситель. В противном случае корпус (пластиковая труба) расплавится очень быстро.
Подключить котел к инвертору, необходимо заполнить систему теплоносителем и можно включать.
Вариант второй
Конструкция индукционного нагревателя из сварочного инвертора по этому варианту более сложна, требует определенных навыков и умений работать своими руками, однако, она более эффективна. Принцип тот же — индукционный нагрев теплоносителя.
Для начала нужно изготовить сам индукционный нагреватель — котел. Для этого понадобятся две трубки разного диаметра, которые вставляются одна в другую с зазором между ними порядка 20 мм. Длина трубок от 150 до 500 мм, в зависимости от предполагаемой мощности индукционного нагревателя. Нужно вырезать два кольца соответственно зазору между трубками и приварить их герметично по торцам. Получилась емкость тороидальной формы.
Остается вварить в наружную стенку входную (нижнюю) трубку по касательной к корпусу и верхнюю (выходную) трубку параллельно входной на противоположной стороне тороида. Размер трубок — по размеру труб отопительной системы. Расположение входного и выходного патрубков по касательной, обеспечит циркуляцию теплоносителя по всему объему котла без образования застойных зон.
Второй шаг — создание обмотки. Эмалированный медный провод нужно наматывать вертикально, пропуская его внутрь и поднимая наверх по внешнему контуру корпуса. И так 30-40 витков, образуя тороидальную катушку. В таком варианте нагреваться будет одновременно вся поверхность котла, таким образом, значительно повышая его производительность и эффективность.
Изготовить наружный корпус обогревателя из непроводящих материалов, использовав, например, пластиковую трубу большого диаметра или банальное пластиковое ведро, если будет достаточно его высоты. Диаметр наружного корпуса должен обеспечивать выход патрубков котла сбоку. Обеспечить соблюдение правил электробезопасности по всей схеме подключения.
Корпус котла отделить от наружного корпуса теплоизолятором, можно использовать как сыпучий термоизоляционный материал (керамзит), так и плиточный (изовер, минплита и тому подобное). Этим предотвращаются потери тепла в атмосферу от конвекции.
Остается заполнить систему своим теплоносителем и подсоединить индукционный нагреватель из сварочного инвертора.
Такой котел совершенно не требует вмешательства и может работать 25 и более лет без ремонта, поскольку в конструкции отсутствуют движущиеся детали, а в схеме подключения предусмотрено использование автоматического управления.
Вариант третий

Это, наоборот, самый простой вариант обогрева жилища, выполняемый своими руками. На вертикальной части трубы системы отопления нужно выбрать прямой участок длиной не менее метра и очистить его от краски наждачной шкуркой. Затем этот участок трубы изолировать 2-3 слоями электротехнической ткани или плотной стеклоткани. После этого эмалированным медным проводом намотать индукционную катушку. Тщательно изолировать всю схему подключения.Остается только подключить сварочный инвертор и наслаждаться теплом в своем жилище.
Обратите внимание на несколько моментов.
- Нежелательно устанавливать такой обогреватель в жилых комнатах, где чаще всего находятся люди. Дело в том, что электромагнитное поле распространяется не только внутри катушки, но и в окружающем пространстве. Чтобы убедиться в этом, достаточно воспользоваться обыкновенным магнитом. Нужно взять его в руку и подойти к катушке (котлу). Магнит начнет ощутимо вибрировать и тем сильнее, чем ближе катушка. Поэтому лучше использовать котел в нежилой части дома или квартиры.
- Устанавливая катушку на трубе, убедитесь, что на этом участке системы отопления теплоноситель естественным образом течет вверх, чтобы не создавать противотока, иначе система вообще не будет работать.
Можно предложить много вариантов применения индукционного нагрева в жилище. Например, в системе горячего водоснабжения можно вообще отказаться от подачи горячей воды, подогревая ее на выходах из каждого крана. Однако, это тема для отдельного рассмотрения.
Несколько слов о безопасности при использовании индукционных нагревателей со сварочным инвертором:
- для обеспечения электробезопасности необходимо тщательно изолировать токопроводящие элементы конструкций по всей схеме подключения;
- индукционный нагреватель рекомендуется только для закрытых систем отопления, в которых циркуляция обеспечивается водяным насосом;
- рекомендуется размещать индукционную систему на расстоянии не менее 30 см от стен и мебели и в 80 сантиметрах от пола или потолка;
- чтобы обезопасить работу системы нужно оснастить систему манометром, аварийным клапаном и устройством автоматического регулирования.
- установить устройство для стравливания воздуха из системы отопления во избежание образования воздушных пробок.
КПД индукционных котлов и нагревателей близка к 100%, при этом нужно учитывать, что потери электроэнергии в сварочных инверторах и проводке, так или иначе, возвращаются к потребителю в виде тепла.
Прежде чем приступать к изготовлению индукционной системы, посмотрите технические данные промышленных образцов. Это поможет определиться с исходными данными самодельной системы.
Желаем успехов в творчестве и труде на самого себя!
Оцените статью: Поделитесь с друзьями!