Какие задачи решает вентиляция в сварочном цехе
Работы в сварочном цехе относятся к сложному и вредному роду занятий. Связано это с тем, что в процессе сварочных работ в воздушные массы выделяются химические вещества и водород. Именно поэтому к созданию вентиляционной системы в сварочном цеху выдвигаются повышенные требования.
Воздухообмен при выполнении сварочных работ в цеху

Принцип организации сварочного проста
Эффективная система вентиляции сварочного цеха являет собой сбалансированную приточно-вытяжную систему, которая должна демонстрировать высокие результаты очищения воздуха при сравнительно низких энергетических затратах.
Согласно со СНиПам II-33—75:
- скорость движения воздушного потока при установке вентиляции местного назначения должна составлять 0,8-2,1 м/с;
- при расходе сварочных материалов более 0,21 г/час необходима установка общеобменной вентиляции. При меньших показателях потребления электродов можно обойтись лишь местной системой воздухообмена;
- скорость движения воздушных масс непосредственно в области сварочных работ должна составлять 0,4-1,0 м/с;
- поток свежих воздушных масс должен быть направлен на сварку;
- при использовании сварочного аппарата в закрытых емкостях или при повышенной интенсивности должен приток чистого воздуха температурой более 19 градусов подаваться непосредственно к маске рабочего.
Система вентиляции цеха должна:
- устранять вредные вещества по средствам местной вентиляции;
- обеспечивать микроклимат в помещении согласно санитарным нормам N 1009-73;
- устранять химические компоненты с помощью общеобменной вентиляции.
В сварочном цехе используют общеобменную и местную приточно-вытяжную вентиляционную систему.
Вентиляция сварочного цеха: особенности подачи воздуха
При обустройстве вентиляционной системы воздухообмен в цеху может подаваться как вертикальными потоками, так и горизонтальными.

Горизонтальная вентиляция
Горизонтальный воздухообмен
При подаче воздушного потока в горизонтальном направлении система вентиляции должна быть смонтирована таким образом, чтобы захватывать воздушное пространство всего помещения. Образование застоя воздуха недопустимо. Скорость воздухообмена должна обеспечиваться более 0,1 м/с. Эта схема отлично подходит для малогабаритных помещений. К примеру, в цехе с параметрами 30х20 м устанавливается 7 вентиляторов, общей производительностью 7000м3/час, которые и создают горизонтальные воздушные потоки. Вентиляторы устанавливаются на одну стену на высоте до 4 м и обеспечивают стабильное поступление свежих воздушных масс. Вентиляторы, производительностью 7000 м3/ час устанавливаются на той же высоте на стене напротив притока воздушных масс. Они и устраняют загрязненный воздух.
Донная схема может быть использована для цехов, расстояние между притоком и вытяжкой которых не составляет более 100 м. В том случае, когда расстояние больше воздушные массы «зависают», а вредные вещества скапливаются. Эффективности системы существенно снижается. При такой проблеме необходимо установить дополнительные вентиляторы или струйные аппараты, которые будут ускорять поток свежих воздушных масс.
Вертикальный воздухообмен

Местная вентиляция необходима над каждым рабочим местом сварщика
Для обустройства вертикального воздухообмена потребуется установить несколько вентиляторов в подвальном помещении, которые будут поставлять свежий воздух в цех посредствам вентиляционных шахт. Отверстия при таком монтаже монтируются в полу и закрываются специальными решетками с ячейками, диаметр которых не превышает 50 мм. Скорость воздушных масс должна составлять 4,5 м/с при выходе от вентиляторов и соответственно 0,1 м/с при входе в помещение. Производительность приточных вентиляторов для помещения 30х20 м составляет 3400 м3/час. Вытяжные вентиляторы устанавливаются на высоте до 6 м, как правило, на крыше. Их производительность составляет 6800 м3/час. Такая вентиляционная система способна в кратчайшие сроки очистить воздух в цеху и снизить концентрацию вредных веществ в воздухе до приемлемы 2 мг/м3.
Важно! Механическая система вентиляции должна соответствовать требованиям СНиП 2-33-75.
Вентиляция рабочей зоны
В соответствии с ГОСТ 12.3.003-86 сварочный цех должен быть обустроен местной вентиляцией со скоростью отсоса отработанного воздуха более 1,5 м/с. Местная вентиляция может быть смонтирована с использованием подвижной всасывающей насадки, соединенной с гибким вентиляционным шлангом.
При использовании автоматического типа сварки скопление газов и химических веществ происходит по средствам щелевидных отсосов длиной не более 350 мм, расположенных на высоте 50 мм от непосредственного места сварки. Если сварочный аппарат не позволяет установить щелевой отсос необходимой длины, тогда рационально применять нескольких местных отсосов.
Количество воздуха, удаляемого с помощью местных отсосов необходимо определять по формуле:
L = K (кубический корень) * a,
где К=12 для одинарных щелевых отсосов и К=16 для нескольких щелевых отсосов, a – сила тока, поставляемого сварочным аппаратом.
Важно! Для местных отсосов используются вентиляторы высокого давления.
Местные отсосы присоединяются к общеобменному каналу с помощью гибкого шланга в том случае, когда сварочный аппарат передвигается не более чем на 2 м. При ходе аппарата свыше 2 м используются подвижные вентиляционные устройства.
Аргонные и углекислотные сварочные аппараты оборудуются местной вентиляционной системой с нижним отсосом 2000 м3/час. Также следует установить регулирующий клапан.
Местная вентиляционная система должна устранять более 75% вредных компонентов с воздушных масс. Остальные 25% вытягиваются общеобменной вентиляционной системой.
Вентиляция сварочных цехов справочник проектирования

Разработка проекта вентиляции сварочного цеха выполняется профильными специалистами
В учебном пособии «Проектирование вентиляции сборочно-сварочных цехов» О. Я. Логунова предоставлена подробная информация монтажа вентиляционной системы сварочного цеха с указанием всех расчетов и схем. Согласно инструкции:
- вентиляционная система сварочного цеха должна быть автономной;
- использование методики рециркуляции воздушных масс категорически запрещено;
- приточный воздух должен подогреваться или охлаждаться (в зависимости от температурных показателей) перед подачей в цех;
- объем воздуха при ручной сварке должен составлять до 4500м3/час, при использовании автоматического аппарата – 2000м3/час, при использовании порошковой проволоки – 5400 м3/час.
Вентиляция в сварочном цеху: примеры оборудования
К выбору оборудования для создания системы вентиляции стоит подходить с полной ответственностью, ведь оно должно обеспечивать постоянное очищение воздуха и нормального микроклимата в помещении:
- Вентиляционная система «Совплим» местного назначения оборудована электростатическим фильтром и гибким вытяжным устройством. С ее помощью вредные вещества удаляются непосредственно с рабочего места, а не распространяются по всему помещению. Радиус действия системы составляет 6 м, что позволяет эффективно очистить рабочую зону.
- Система воздухораспределителя БВВ, позволяющая создать зону чистого воздуха непосредственно в месте выполнения сварочных работ. Система устанавливается на высоте более 2 м и обеспечивает качественное вытеснение воздушных масс с рабочей зоны.
- Системы FilterBox местного назначения позволяют очистить сварочное место от пыли и вредных компонентов, попавших в воздушные массы.
- Вентиляторы марки ВРП, оборудованные электрическим двигателем.
Важно! Выбор производительности оборудования для создания вентиляционной системы сварочного цеха зависит от площади помещения, количества людей и типа используемого сварочного аппарата.
Вентиляция в сварочном цеху должна быть бесперебойной. В обязательном порядке предусмотрен монтаж аварийной системы вентиляции, которая должна быть такой же эффективной, как и основная.
Вентиляция сварочного цеха
Сварочный цех считается, пожалуй, одним из самых неблагоприятным мест для рабочей деятельности человека ввиду того, что во время технологического процесса выбрасывается огромное количество вредностей. Сварочные работы провоцируют насыщение окружающего воздуха фтористыми соединениями, окисями озона, азота и оксидами углерода, провоцирующими развитие опасных (т. н. «профессиональных») заболеваний и несущих вред окружающей среде. Именно поэтому грамотно спроектированная и сбалансированная система вентиляции сварочного цеха является приоритетной задачей.
Особенности и задачи системы вентиляции сварочного цеха
Особенностью при проектировании системы вентиляции сварочного цеха является необходимость достижения высоких результатов очищения воздушных масс, при относительно низких затратах энергии. Кроме того, процесс вентиляции производственного помещения должен быть бесперебойным — поэтому, помимо основной вентсистемы, предусматривается монтаж дополнительной (аварийной вентиляции), которая должна функционировать настолько же эффективно и продуктивно, как и основная.
Ключевыми задачами вентиляционной системы становятся следующие пункты:
- Минимизация концентрации вредных веществ, которые выделяются во время сварочных работ, посредством применения эффективных местных отсосов;
- Обеспечение рекомендуемых микроклиматических показателей, в соответствии с «Санитарными правилами при сварке, наплавке и резке металлов» №1009-73.
- Устранение химических выделений и выбросов, которые уже успели распространиться дальше помещения, посредством общеобменной вентиляции;
- Обеспечение достаточного притока свежих воздушных масс в сварочный цех, с целью снижения предельно допустимой концентрации вредных примесей и опасных веществ.
Вентиляция сварочного поста
Требования, предъявляемые к вентиляции сварочного цеха (СНИП II-33-75)
Согласно стандартам, разработанным и изложенным в СНИП II-33-75, к вентиляции сварочного поста/цеха, предъявляются следующие требования, которые должны неукоснительно соблюдаться, во избежание травм и отравлений.
Скорость потока, с которой движется воздух, при установке локальной вентиляции должна находиться в пределах 0,8-2,1 метр/сек;
Если расход сварочных материалов составляет более 0,21 г/ч, требуется обязательный монтаж общеобменной вентиляции. Если этот показатель ниже — можно обойтись системой локального воздухообмена;
Допустимый показатель скорости движения воздуха в области проведения сварочных работ варьируется от 0,4 до 1 метр/сек;
Направление потока свежего воздуха — строго на сварку;
Если сварочный аппарат используют в закрытых резервуарах, либо повышена интенсивность соединительных работ — приток подается на маску работника, при этом температура подаваемых воздушных масс должна быть не выше +19С;
Обязательна установка общеобменной вентиляции в шкафу для хранения газового баллона.
Виды систем вентиляции сварочного цеха. Вытяжная вентиляция
Один из наиболее важных моментов, которому уделяется повышенное внимание при организации вентиляции в цеху — сооружение качественных приборов для местного отведения всех вредных веществ, выделяемых в процессе сварки. Качественная вытяжка для сварочного поста — это не просто забота о здоровье сотрудника, но и уменьшение вреда для окружающей среды.
Чем лучше организована вентиляция сварочного стола и хорошо отгорожено место сварки — тем меньше вредных веществ попадут в атмосферу цеха. Кроме того, снижается требуемая мощность сварочной вытяжки.
На практике, местные отсосы способны уловить и поглотить до 2/3 объема всех выбрасываемых ядовитых веществ, для удаления оставшейся трети используют общеобменную систему вентиляции цеха.
*ВАЖНО! Вентиляция сварочного поста (СНИП II-33-75) в обязательном порядке должна быть оборудована мощными вытяжными системами, из расчета распределения мощности по следующей схеме: 25% направлены на верхний ярус производственного цеха, 75% — на нижний.
Местный отсос
Общеобменная вентиляция
Оборудование рабочих сварочных постов локальной системой отведения эффективно лишь в том случае, когда речь идет о стационарных столах. Если постоянные посты отсутствуют и рабочим цеха приходится постоянно перемещаться/выполнять работу на передвижных сварочных столах, система местной вытяжки становится попросту неэффективной. В таких ситуациях актуальной становится монтаж общеобменной системы вентиляции с кратностью воздухообмена до 10 единиц.
При выборе оптимальной общеобменной схемы, учитывают все важные моменты, в том числе выход конвективных потоков вверх производственного помещения. Конвективные потоки могут при необходимости усиливаться посредством направленных приточных струй или направляться этими струями к воздухозаборным панелям.
Беря во внимание тот факт, что эти потоки не особо стабильны и могут быть нарушены движением масс аэрационного воздуха или охлажденным притоком, могут возникнуть сложности в борьбе за чистый воздух. А если к этому прибавить то, что процесс сварки металлов сопровождается большим выделением пыли, единственный выход кроется в установке механической общеобменной системы вентиляции приточно-вытяжного типа с опцией обязательного подогрева приточного воздуха в холодные сезоны.
Общеобменная вентиляция
Приточная вентиляция: особенности подачи воздушных потоков
При обустройстве вентсистемы в сварочном цеху, подача воздуха может осуществляться как вертикально, так и горизонтально. Рассмотрим каждую из них подробнее.
При горизонтальном воздухообмене, систему вентиляции монтируют так, чтобы она охватывала всю площадь производственного помещения. Абсолютно не допускается образование застоя воздушных масс, при этом скорость воздушного обмена должна превышать хотя бы 0,1 м/сек. Это оптимальное решение для небольших сварочных помещений, или для цехов, где расстояние между вытяжкой и притоком не превышает 100 метров.
При вертикальном воздухообмене, система вентиляции организовывается посредством установки мощных вентиляторов в подвальных помещениях с тем, чтобы они обеспечивали мощный приток воздуха по вентиляционным шахтам. Выходные отверстия монтируются в полу и прикрываются спецрешетками, диаметр ячеек которых не превышает 5 сантиметров. Скорость движения воздуха при выходе от вентиляторов должна находится в пределах 4,5 м/сек и около 0,1 м/сек на входе в помещение. Вытяжные вентиляторы в этой схеме, устанавливаются, как правило, на крыше. Подобная система очень эффективно работает в производственных помещениях сварочных цехов с большой площадью, благодаря возможности очень быстро и эффективно снижать концентрацию вредных веществ до требуемых ГОСТами и СНиПами параметров.
Перейти в каталог вентиляционного оборудования
ПерейтиРасчеты для организации вентиляции рабочей зоны
Если следовать нормативам ГОСТ 12.3.003-86, сварочный цех нуждается в обустройстве локальной вентиляции со скоростью удаления грязного воздуха не меньше 1,5 м/с.
Чтобы рассчитать количество удаляемого местными отсосами отработанного воздуха, используют следующую формулу:
L=K(корень кубический)*а, где
K равен 12 (стандарт для однощелевых отсосов), либо
К равен 16 (стандарт для нескольких щелевых отсосов)
а — сила тока, которую поставляет аппарат для сварки.
Помимо этого, при расчете системы сварочной вентиляции, учитывают следующие общепринятые показатели требуемого объема воздуха:
- при ручной сварке — 4500 м3 в час;
- при автоматической сварке — 2000 м3 в час;
- при сварке, с использованием порошковой проволоки — 5400 м3 в час;
Щелевой отсос
Следует отдельно отметить, что всеми расчетами и установкой оборудования для сварочного цеха должны заниматься исключительно профессионалы. Несоблюдение требуемых норм и пренебрежение техникой безопасности может привести к опасным ситуациям, вплоть до летального исхода. Не экономьте на специалистах, ведь качественная вентиляция — залог успешной работы вашего предприятия.
Получить бесплатную консультацию инженера по вентиляции сварочного цеха
Получить!расчет согласно гостам и правилам
.
Сварочные работы сопровождаются выбросом большого количества вредных веществ. Для их удаления требуется обустройство системы воздухообмена. Вентиляция сварочного цеха – сложная система, регламентированная многочисленными правилами, которые изложены в специальных стандартах и нормативах.

Сварочный цех — помещение, в котором наличие вентиляционной системы критически важно
Несмотря на сложность, наличие общей информации по работе и обустройству воздухообмена позволяет обустроить такую систему своими руками.
Требования к вентиляции в помещениях для сварки
Сварочные работы относятся к вредным процессам, т. к. происходит выделение большого количества веществ: аэрозоли окислов железа, оксиды хрома, марганца, фтористые соединения, двуокись кремния.
Они несут существенную опасность для здоровья человека, наносят вред окружающей среде, поэтому все помещения, предназначенные для проведения постоянных работ по сварке (цехи, посты, участки), оборудуются вентиляцией.
Задачи, которые решает вентиляция сварочного поста:
- Выведение вредных веществ.
- Поддержание микроклимата в помещении по температуре, влажности, концентрации веществ в полном соответствии с установленными требованиями ГОСТ и СНиП.
- Постоянная подача свежего кислорода.
Воздухообмен сварочного помещения должен быть автономным. Если цех находится в здании с другими помещениями, вентиляция не должна быть совместной. Запрещено проектирование систем с повторным и циклическим использованием воздушных масс. Перед подачей в рабочее пространство воздух доводится до нужной температуры в зависимости от показателей на улице и в помещении.
Во время проведения работ не происходит существенного выделения тепла, поэтому естественная система не применяется. Низкие тепловые выделения не позволяют обеспечить необходимую разницу температур для естественной циркуляции воздушных потоков с нужной интенсивностью и скоростью.
Устройство и виды вентиляции в цехах для сварки
В сварочном цеху обустраивается два вида воздухообмена:
- общеобменный;
- локальный.

В сварочном цеху устанавливаются два вида воздухообмена: общеобменный или локальный
Локальная система удаляет 75% всех вредных элементов, выбрасываемых в воздух во время работ. Остальные 25% удаляет общеобменная вентиляция. Если потоки подаются горизонтально, они обязательно охватывают всё помещение.В цехе не должно образовываться «мёртвых» участков, особенно это касается углов, где застаивается отработанный воздух с большой концентрацией вредных элементов. Схема с горизонтальной подачей воздуха отлично подходит для сварочных помещений небольшой площади.
Приточные каналы с вентиляторами устанавливаются на высоте до 4 метров. Вытяжные каналы оснащаются вентиляторами аналогичной мощности и обустраиваются на противоположной стене. Высота расположения каналов должна быть одинаковой.
Расстояние между стеной с притоком и стеной с вытяжкой не должно превышать 100 метров. Если расстояние больше, отработанный воздух будет скапливаться в центральной зоне помещения. Мощность вытяжного вентилятора не должна быть меньше мощности прибора на входе, в противном случае загрязнённый воздух будет застаиваться.
Вертикальная система предусматривает использование подвального помещения. Там монтируются приточные каналы. Под полом цеха монтируются вентиляторы. Отверстия в полу закрываются специальными металлическими решётками.
Диаметр ячеек не должен превышать 50 мм. Скорость потоков при выходе из вентиляторов – 4,5 м/с, скорость при проходе через решётку – 0,1–0,2 м/с. Вытяжные вентиляторы монтируются на крыше с выведением каналов в потолке.

Вытяжной вентилятор необходимо монтировать на крыше с выведением каналов в потолке
При автоматической системе сварки оборудуется система отсосов, располагающаяся на расстоянии не более 50 см от места линии сварки. Если таких отсосов у оборудования нет, монтируются дополнительные элементы местного вентилирования. Щели отсосов должны быть не более 35 см.Преимущества применения местной вентиляции, состоящей из отсосов:
- удаление опасных веществ непосредственно в зоне их выделения;
- предотвращение распространения опасных элементов по всему помещению;
- близкое расположение позволяет производить удаление с использованием меньших объёмов воздуха и расходования меньших мощностей.
В помещениях, где невозможно оборудовать стационарные сварочные посты, и сварщики постоянно перемещаются во время проведения работ, местная вентиляция в виде отсосов будет неэффективна. В таких случаях используется общеобменная система высокой мощности с кратностью воздухообмена более 10.
В ряде ситуаций использование местной вентиляции с отсосами невозможно по следующим причинам:
- Изменение наименований свариваемых изделий (различные размерные характеристики и т. д.).
- Работа с объектами больших размеров.
- Невозможность использования фиксированных постов.
- Необходимость выполнения процедур по погрузке и выгрузке.
Если локальную систему использовать нельзя, то существенно увеличивается мощность общеобменного воздухообмена.
Оптимальная схема горизонтальной вентиляции в помещении длиной 30 м и шириной 20 м должна включать по 7 вентиляторов для притока и вытяжки с мощностью 7000 куб. м/ч. Необходима мощность оборудования для вертикальной системы в помещении с аналогичными размерами: на входе не менее 3400 куб. м/ч и на выходе 6800 куб. м/ч.
При выборе вентиляционной схемы нужно учитывать особенности производственных процессов. При сварке образуются конвективные потоки, когда подогретый воздух, насыщенный опасными веществами, от мест сварки поднимается наверх. В таких условиях поток к потолку можно усилить системой приточной вентиляции, а вверху установить вытяжное оборудование, но потоки отличаются крайней неустойчивостью.
При реальной эксплуатации такого воздухообмена возникает опасность нарушения движения потоков вверх горизонтальными струями холодного воздуха. Вместе с ними опасные вещества возвращаются вниз и распространяются по помещению.
Для повышения эффективности вентиляции рабочие места в помещении отгораживаются друг от друга. Эта мера при наличии локальной вытяжки позволяет локализовать опасные выделения и выводить их с помощью отсосов. При наличии перегородок подойдёт только вертикальная система общей вентиляции.
Вентиляция в сварочном цеху своими руками
Для крупных сварочных производственных помещений с несколькими сварочными постами вентиляция должна оборудоваться с участием квалифицированных специалистов, которые произведут точные расчёты и подберут оптимальное оборудование. В небольших сварочных цехах воздухообмен можно сделать своими руками, но и здесь важно произвести расчет по всем правилам.

В небольшом сварочном цехе обустроить вентиляцию можно самостоятельно
Рассмотрим вариант оборудования небольшого цеха с единственным сварочным участком.Работы можно условно разделить на два этапа. Сначала производится установка общеобменной приточно-вытяжной вентиляции принудительного типа. Будет использоваться смешанный тип подачи и вывода воздуха. Приточное оборудование будет подавать воздух горизонтально и вертикально.
Вытяжка производится вертикально:
- Рядом со стеной на улицу оборудуется вентиляционная камера. В ней устанавливается вентилятор с возможностью фильтрации, подогрева и охлаждения воздуха.
- Через отверстие в стене вентилятор забирает свежий воздух.
- От вентиляционной камеры в цехе к потолку прокладывается вентиляционный канал, который подаёт свежий воздух.
- На чердаке устанавливается ещё один вентилятор с фильтрами для очистки воздуха. От вентилятора на крышу выводится труба, с помощью которой выводится из здания отработанный воздух.
- В потолке проделываются 2–3 отверстия, которые с помощью вентиляционных каналов подводятся к чердачному вентилятору.
После оборудования общей системы воздухообмена производится установка местной линии. Вентиляция для сварочного поста местного типа представляет собой специальную отсосную систему.
Такое оборудование выпускается специально для производственных предприятий, и его можно подобрать в соответствующей комплектации для конкретного цеха. От отсоса прокладывается вентиляционный канал на кровлю.
Местная вытяжка позволит выводить большую часть вредных загрязнений автономно, не допуская их распространения по всему помещению. В случае необходимости монтируется мобильный отсос, позволяющий перемещать местную вытяжку вместе со сварочным аппаратом.
Вентиляция сварочного цеха и производства
Электросварочные процессы широко используются во многих отраслях промышленности при сборке различных изделий и конструкций.
В зависимости от габаритных размеров изделий сборка производится в многопролетных сборочно-сварочных цехах большого объема или в небольших помещениях. Цеха могут быть размещены как в отдельно стоящих одноэтажных зданиях, так и пролетах блокированных корпусов, где одновременно выполняются и другие операции.
Сборочно-сварочные цеха, как правило, характеризуются незначительными тепловыделениями — до 23 Вт на 1 м2 площади помещения. Выполняемые в них сварочные работы соответствуют категории работ средней тяжести
В настоящее время в промышленности наиболее распространены механизированная сварка в углекислом газе и ручная сварка штучными электродами. Также применяется автоматическая сварка под флюсом и в углекислом газе, порошковой проволокой и в инертных газах. В ряде отраслей промышленности используется контактная сварка — в основном точечная и стыковая.
Сварка мелких изделий производится на стационарных рабочих местах — на сварочных столах, размещенных обычно в кабинетах. Изготовление крупногабаритных изделий и их элементов выполняется, как правило, на специальных стендах, кантователях, кондукторах.
Электросварка сопровождается выделением сварочного аэрозоля (СА), содержащего мелкодисперсную твердую фазу и газы. Интенсивность выделений зависит от характеристики процесса, марки сварочных материалов и свариваемого металла. При этом определяющее влияние оказывает состав сварочного материала. СА содержит соединения железа, марганца, никеля, хрома, алюминия, меди и других веществ, а также газы (оксиды азота, оксид и двуоксид углерода, озон, фтористый водород).
При расчетах вентиляции ориентировочно можно принимать следующие средние часовые расходы сварочных материалов: для ручной сварки штучными электродами — до 1,5 кг; механизированной сварки — 2 кг; автоматической и роботизированной сварки — 4–6 кг. Количество вредных веществ, выделяющихся при различных сварочных процессах, представлено в таблице 1.
Принятые в настоящее время предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны сварочных цехов приведены в таблице 2.
При отсутствии правильно организованной вентиляции фактическая концентрация вредных веществ в зоне дыхания сварщиков можетзначительнопревышатьдопус-тимую. Следствием этого является достаточно высокий по сравнению с другими профессиями уровень профессиональных заболеваний сварщиков: болезнь органов дыхания (пневмокониоз), отравление марганцем, парами других металлов и сварочными газами.
Образующийся при электросварке аэрозоль конденсации характеризуется мелкой дисперсностью. Более 90 % частиц (в массовых долях) имеют скорость витания менее 0,1 м/с. Поэтому частицы аэрозоля легко следуют за воздушными потоками аналогично газам.
| Способ сварки и марка сварочного материала | Выделение загрязнителя, г/кг сварочного материала | Прочих загрязнителей | ||||||
|---|---|---|---|---|---|---|---|---|
| сварочного аэрозоля | соединения марганца | оксидов хрома | фтористого водорода | оксидов азота | оксида углерода | наименование | кол-во | |
| Ручная дуговая сварка сталей электродами | ||||||||
| УОНИ-13/55 | 18,6 | 0,97 | — | 0,93 | — | — | фториды | 2,6 |
| УОНИ- 13/65 | 7,5 | 1,41 | — | 1,17 | — | — | фториды | 0,8 |
| АНО-4 | 6,0 | 0,69 | — | — | — | — | — | — |
| АНО-6 | 16,3 | 1,95 | — | — | — | — | — | — |
| АНО-11 | 22,4 | 0,87 | — | — | — | — | — | — |
| ЭА-606/11 | 11,0 | 0,68 | 0,6 | 0,4 | 1,3 | 1,4 | — | — |
| M33-III | 40 | — | — | — | — | — | — | — |
| ЦТ-15 | 7,9 | 0,55 | 0,35 | 1,61 | — | — | оксиды никеля | 0,39 |
| Ручная дуговая сварка чугуна | ||||||||
| ЦЧ-4 | 13,8 | 0,43 | — | 1,87 | — | ванадий | 0,54 | |
| Ручная дуговая сварка меди | ||||||||
| ЩЗЧ-1 | 14,7 | 0,47 | — | 1,65 | — | медь | 4,42 | |
| Вольфрам под гелием | 20 | — | — | — | — | — | вольфрам | 0,08 |
| медь | 2,1 | |||||||
| СрМ-0,75 (проволока) Ручная сварка алюминия | 17,1 | 0,44 | — | — | — | медь | 15,4 | |
| ОЗА-1 | 38,1 | — | — | — | — | — | аэрозоль оксида | 20 |
| алюминия | ||||||||
| Проволока | ||||||||
| ЭП-245 | 12,4 | 0,54 | — | 0,36 | — | оксиды железа | 11,5 | |
| ПП-106, ПП-108 | 12 | 0,7 | — | — | 0,8 | — | оксиды железа | 0,7 |
| Проволока | ||||||||
| СВ-08Г2С | 9,7 | 0,5 | 0,02 | — | 14 | оксиды железа | 7,48 | |
| СВ-Х19Н9Ф2СЗ | 7 | 0,42 | 0,03 | — | — | 14 | оксиды железа | 0,04 |
| СВ-10Х20Н7СТ | 8 | 0,45 | 0,03 | — | — | — | — | — |
| СВ-16Х16Н25М6 | 15 | 2 | 1 | — | — | оксиды никеля | — | |
| ЭП-245 | 12,4 | 0,61 | — | — | — | 3,2 | — | — |
| СВ-О8ХГН2МТ | 6,5 | — | 0,03 | — | 0,8 | 11 | оксиды титана | 0,4 |
| медь | 11 | |||||||
| Проволока | ||||||||
| МНЖ-КГ5-1-02-0.2 | 18 | 0,3 | — | — | — | — | оксиды никеля | 0,8 |
| КМЦ | 8,8 | 0,6 | — | — | — | — | медь | 6 |
| Проволока | ||||||||
| Д-20 | 10,9 | 0,09 | — | — | — | — | оксиды алюминия | 7,6 |
| АМЦ | 22,1 | 0,62 | — | — | 2,45 | — | — | 20 |
| АМГ-6Т | 50 | 0,25 | — | 0,33 | — | — | 8,5 | |
| Алюминиевая | 10 | — | — | — | 0,9 | — | — | — |
| Титановая | 14,7 | — | — | — | — | — | оксиды титана | 5 |
| Неплавящиеся электроды | 61 | — | — | — | — | — | оксиды алюминия | 28 |
| ОЗА-2/ак,ОЗА-1 | 38,5 | — | — | — | — | — | — | 20 |
| Сварка стали с флюсами | ||||||||
| ОСП-45 | 0,09 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,36 |
| ФЦ-2, ФЦ-6, ФЦ-7 | 0,09 | 0,01 | — | 0,05 | 0,005 | — | соединения кремния | 0,03 |
| ФЦ-11, ФЦ-12 | 0,09 | 0,05 | — | 0,02 | — | — | — | 0,05 |
| АН-22 | 0,12 | 0,01 | — | 0,02 | — | — | — | — |
| АН-26, АН-30, АН-42 | 0,08 | 0,05 | — | 0,03 | — | — | — | — |
| АН-60, АН-64 | 0,09 | 0,02 | — | — | — | — | — | — |
| АН-348А | 0,1 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,16 |
| АНК-30 | 0,26 | 0,12 | — | 0,018 | — | — | соединения кремния | 0,05 |
| ЖС-450 | 5,8 | 0,142 | — | 0,18 | — | 22,4 | — | — |
| К-1 | 0,06 | 0,023 | — | 0,15 | — | 0,5 | — | — |
| К-8 | 4,9 | 0,13 | — | 17,8 | — | — | ||
| К-11 | 1,3 | 0,089 | — | 0,14 | 0,6 | — | — | — |
| Наименование вещества | ПДК, мг/м3 | Класс Опасности | Агрегатное состояние (а — аэрозоль, п — пары) | Примечание |
|---|---|---|---|---|
| содержание марганца в сварочных аэрозолях, масс.% | ||||
| до 20 | 0,20 | 2 | а | |
| до 20-30 | 0,10 | 2 | а | |
| хроматы, бихроматы | 0,01 | 1 | а | в пересчете на CrO3 |
| оксид хрома (Cr2O3) | 1,00 | 2 | а | |
| никель и его оксиды | 0,05 | 1 | а | в пересчете Ni |
| оксид цинка | 0,50 | 2 | а | |
| титан и его двуоксид | 10,00 | 4 | а | |
| алюминий и его сплавы | 2,00 | 2 | а | по Al |
| медь металлическая | 1,00 | 2 | а | |
| вольфрам | 6,00 | 3 | а | |
| двуоксид кремния аморфный в виде аэрозоля конденсации при содержании от 10 до 60 % | 2,00 | 4 | a | |
| двуоксид азота | 2,00 | 2 | п | |
| озон | 0,10 | 1 | п | |
| оксид углерода | 20,00 | 4 | п | |
| фтористый водород | 0,05 | 1 | п | |
| соли фтористоводородной кислоты: | ||||
| хорошо растворимые (NaF, KF) | 0,20 | 2 | а | по HF |
| плохо растворимые (AIF2, NaAIFd) | 0,50 | 2 | а | по HF |
Источник выделения вредных веществ при электросварке — сварочная дуга — имеет незначительные размеры. Непосредственно вблизи ее концентрация вредных веществ очень высока. Далее конвективный поток над сварочной ванной и нагретым металлом (изделием) выносит СА в воздух помещения; при этом происходит интенсивное подмешивание окружающего воздуха.
По мере удаления от источника как по горизонтали, так и по вертикали концентрация вредных веществ резко уменьшается и на расстоянии соответственно 2 и 4 м приближается к общему фону загрязнения воздуха помещения.
Общий фон в вентилируемых цехах, как правило, не превышает уровня ПДК. Но в зоне дыхания сварщика, выполняющего ручные операции, содержание вредных компонентов сварочного аэрозоля значительно (в 7–10 раз) превосходит как фон, так и ПДК.
Обеспечение требуемой чистоты воздуха в рабочей зоне производственного помещения при правильной организации технологического процесса достигается путем рационального сочетания местной вытяжной, общеобменной, приточно-вытяжной вентиляции, эффективной очистки удаляемого воздуха.
Многообразие способов сварки, а также типов изготавливаемых изделий способствовало созданию большого количества конструкций местных вытяжных устройств. Они могут быть систематизированы в следующие группы: подъемно-поворотные самофиксирующиеся вытяжные устройства; переносные воздухоприемники с держателями; местные отсосы, встроенные в сварочное оборудование; местные отсосы, встроенные в оснастку рабочих мест автоматизированных и механизированных поточных линий; местные отсосы, обслуживающие роботизированные сварочные установки.
Подъемно-поворотные местные вытяжные устройства
Этот вид устройств включает воздухоприемник, фиксирующийся в любом пространственном положении посредством шарниров и тяг, и гибкий шланг диаметром 160 и 200 мм, присоединяющий воздухоприемник к магистральному воздуховоду централизованной вытяжной системы низкого или среднего давления либо к индивидуальному вентиляционному или фильтро-вентиляционному агрегату (рис.1, 2). Конструкция вытяжных устройств позволяет максимально приблизить воздухоприемник к источнику выделения вредностей и тем самым добиться высокой эффективности их улавливания (80–85 %).

Рисунок 1. «Лиана»

Рисунок 2. «Лиана с консолью»
Подъемно-поворотные вытяжные устройства являются наиболее универсальными и могут быть использованы при любых видах сварки как в нестационарных, так и в стационарных условиях.
Использование консолей, телескопических устройств и шарниров позволяет легко перемещать и устанавливать воздухоприемник в нужном положении. Один воздухоприемник может обслуживать зону сварки радиусом до 8 м от места крепления устройства.
Важным параметром, определяющим эксплуатационную пригодность передвижного вытяжного устройства, является зона эффективного улавливания, то есть область изделия, на которой будет осуществляться улавливание не менее 80 % сварочного аэрозоля без дополнительного перемещения воздухоприемника.
Исходя из условий выполнения технологического процесса, минимальный диаметр зоны эффективного улавливания принят равным 400 мм, что примерно соответствует длине шва, провариваемого одним электродом. Практика показывает, что такая зона эффективного улавливания приемлема и при механизированной сварке, поскольку через аналогичные интервалы времени сварщик прерывает сварку для проверки качества шва. Минимальная высота подвески воздухоприемника над изделием определяется удобством выполнения операций и может быть принята равной 400 мм.
Основные конструкции подъемно-поворотных устройств приведены на рисунках 1–3 . При ручной сварке в труднодоступных местах и закрытых емкостях, а также на крупногабаритных конструкциях используются переносные воздухоприемники с магнитными держателями.

Рисунок 3. «Грум»
При проведении сварочных работ в труднодоступных местах (цистерны, баки, емкости с горловинами малой площади и т. п.) используются воздухоприемники с магнитными держателями. Указанными воздухоприемниками (рис. 4) снабжены устройства «Спрут» и «Лань».
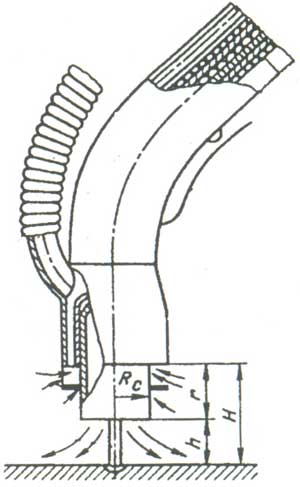
Рисунок 4. Принципиальная схема горелки для механизированной газосварки в углекислом газе со встроенным отсосом
Устройство «Спрут» состоит из одинарной или двойной консольной балки, на которой крепится гибкий шланг диаметром 160 мм с воздухоприемником.
Устройство «Лань» состоит из вентилятора, гибкого шланга и воздухоприемника, который можно закреплять на металлической поверхности в непосредственной близости от источника выделения вредностей.
Одним из направлений в создании местной вытяжной вентиляции в сварочном производстве является оснащение сварочного оборудования местными отсосами . Широко распространены и горелки для механизированной сварки в углекислом газе. Имеются решения, в которых отсос выполнен в виде отдельного элемента — воздухопри-емной насадки, пристроенной к существующей горелке. Другим вариантом являются специальные конструкции горелок со встроенным воздухоприемным устройством и совмещенными или раздельными вентиляционными и технологическими коммуникациями. Устройство (рис. 4) состоит из воздухоприемника с кольцевым или щелевым всасывающим отверстием, расположенным над срезом сопла для подачи защитного газа, и гибкого шланга, соединяющего воздухоприемник с индивидуальным побудителем тяги повышенного вакуума (высоконапорный вентилятор, воздухоструйный эжектор или фильтровентиляционный агрегат) или с коллектором централизованной высоковакуумной системы. Необходимое разрежение в системе должно составлять 18…20 кПа.
Разработано большое количество конструкций полуавтоматических горелок, оснащенных местными отсосами. По принципиальной схеме они, как правило, мало отличаются друг от друга, но имеют некоторые конструктивные особенности, учитывающие специфику того или иного вида сварочного производства.
Достоинством горелок, оснащенных местными отсосами, является то, что они обеспечивают улавливание СА, при этом не требуется специально перемещать отсосы в процессе сварки. Наиболее они эффективны при сварке горизонтальных швов, в случае вертикальных швов эффективность улавливания значительно снижается. К недостаткам горелок относится то, что из-за расположения воздухоприемника в непосредственной близости от зоны сварки возникает необходимость увеличения расхода защитного газа.
В ряде конструкций возрастает масса горелки, а следовательно, и нагрузка на руку сварщика, что ограничивает сферу их применения.
Использование полуавтоматических горелок со встроенными местными отсосами целесообразно при сварке в труднодоступных местах и крупногабаритных конструкций, а также при сварке швов значительной протяженности, когда другие виды местных вытяжных устройств использованы быть не могут.
Известен ряд опытных конструкций сварочных автоматов, оснащенных местными отсосами.
Малогабаритные воздухоприемники, встроенные в сварочное оборудование, оснащенные гибкими шлангами, имеют значительное гидродинамическое сопротивление и должны подключаться к высоковакуумным системам.
При изготовлении сварочных изделий раскрой металла осуществляется машинами газовой или плазменной резки. При сборке изделий используется также ручная резка. Процессы тепловой резки сопровождаются выделением мелкодисперсной пыли и газов. Частицы пыли менее 5 мкм составляют 98 %. Количество выделяющихся вредных веществ и их состав зависят от вида разрезаемого металла и режима резки (табл. 3).
| Способ резки, вид и толщина металла | Выделение на м реза, г/м за 1 час работы, г/ч, в том числе оксидов | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Аэрозоля, всего в | Mg | Cr | Ni | Al | CO | NOx | ||||||||
| г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | |
| Резка газовая стали углеродистой толщиной | ||||||||||||||
| 5 мм | 2,25 | 74 | 0,07 | 2,3 | 1,5 | 50 | 1,2 | 40 | ||||||
| 10 мм | 4,5 | 130 | 0,13 | 3,8 | 2,2 | 6,3 | 2,2 | 65 | ||||||
| 20 мм | 9 | 200 | 0,27 | 6 | 2,3 | 65 | 2,4 | — | ||||||
| Резка газовая стали делигированной толщиной | ||||||||||||||
| 5 мм | 2,5 | 80 | 0,12 | 4 | 1,3 | 43 | 1 | 35 | ||||||
| 10 мм | 5 | 150 | 0,23 | 6,7 | 1,9 | 55 | 1,5 | 43 | ||||||
| 20 мм | 10 | 225 | 0,47 | 10,5 | 2,6 | 57 | 2 | 45 | ||||||
| Резка газовая стали марганцовистой толщиной | ||||||||||||||
| 5 мм | 2,5 | 80 | 0,6 | 20 | 1,4 | 46 | 1,1 | 36 | ||||||
| 10 мм | 5 | 140 | 1,6 | 35 | 2 | 58 | 1,6 | 47 | ||||||
| 20 мм | 10 | 220 | 2,4 | 55 | 2,7 | 60 | 2,2 | 50 | ||||||
| Резка газовая сплавов титана толщиной | ||||||||||||||
| 4 мм | 5 | 140 | 4,7 | 130 | 0,6 | 17 | 0,2 | 6 | ||||||
| 12 мм | 15 | 315 | 14 | 280 | 1,5 | 32 | 0,6 | 13 | ||||||
| 20 мм | 25 | 390 | 22 | 345 | 2,5 | 38 | 1 | 16 | ||||||
| 30 мм | 35 | 350 | 33 | 335 | 2,7 | — | 1,5 | — | ||||||
| Резка плазменная стали углеродистой толщиной | ||||||||||||||
| 10 мм | 40 | 810 | 0,12 | 24 | 1,4 | 7 | ||||||||
| Резка плазменная стали низколегированной толщиной | ||||||||||||||
| 14 мм | 6 | 790 | 0,18 | 24 | 2 | 265 | 10 | 130 | ||||||
| 20 мм | 10 | 960 | 0,3 | 29 | 2,5 | — | 14 | — | ||||||
| Резка плазменная стали легированной толщиной | ||||||||||||||
| 5 мм | 3 | 990 | 0,14 | 46 | 1.5 | — | 6 | 200 | ||||||
| 10 мм | 5 | 1370 | 0,24 | 66 | 1.9 | 470 | 10 | — | ||||||
| 20 мм | 12 | 1600 | 0,58 | 77 | 2.1 | — | 13 | — | ||||||
| Резка плазменная стали марганцовистой толщиной | ||||||||||||||
| 5 мм | 4 | 790 | 0,72 | 140 | 1,4 | — | 7 | 128 | ||||||
| 10 мм | 6 | 765 | 1,16 | 1,50 | 2 | 265 | 10 | — | ||||||
| 20 мм | 10 | 920 | 1,73 | 170 | 2,5 | — | 13 | — | ||||||
| Резка сплавов алюминия толщиной | ||||||||||||||
| 8 мм | 3 | — | 2,5 | — | 0,5 | — | 2 | 612 | ||||||
| 20 мм | 4 | 480 | 3,5 | 440 | 0,6 | 75 | 3 | — | ||||||
| 80 мм | 6,5 | — | 8 | — | 1 | — | 9 | — | ||||||
| Резка плазменная сплавов титана толщиной | ||||||||||||||
| 10 мм | 3 | 455 | 2,7 | 425 | 0,4 | — | 11 | 160 | ||||||
| 20 мм | 7 | 645 | 6,4 | 515 | 0,5 | 40 | 15 | — | ||||||
| 30 мм | 12,5 | 680 | 12 | 640 | 0,6 | — | 19 | — | ||||||
Распространение образующегося аэрозоля при резке определяет струя газа, которая подхватывает и со значительной скоростью несет пыль и газы. Это обстоятельство необходимо учитывать при выборе рационального способа локализации вредных выделений.
При раскрое листового металла на столах основная схема улавливания аэрозоля включает отсос загрязненного воздуха из-под листа. На рис. 5 показан стол для ручной резки, который включает емкий пылегазоприемник — короб, разделенный на секции длиной 1,0–1,5 м. В стенке каждой секции имеется решетка, через которую полость секции сообщается с ответвлением сборочного вытяжного канала, проходящего вдоль стола и присоединенного к вытяжному вентилятору. Каждое ответвление снабжено дросселем. С целью сокращения объема удаляемого воздуха с помощью дросселя включается только одна рабочая секция.
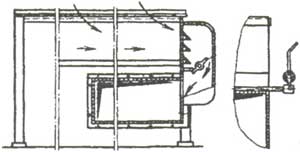
Рисунок 5. Секционный отсос от раскроечного стола
Для машинной резки на поточных линиях разработан ряд конструкций местных вытяжных устройств от раскроечных рам, в которых включение рабочих секций осуществляется автоматически, синхронно с движением машины и резака.
Удельный объем воздуха, удаляемого с 1 м2 площади раскроечной рамы, по результатам экспериментальных данных может быть принят следующим: 2500 м3/ч.м2 — при газовой резке; 4000 м3/ч.м2 — при плазменной резке. Воздух, удаляемый местными вытяжными устройствами при тепловой резке металлов, перед выбросом в атмосферу следует подвергать очистке.
Обычно применяется двухступенчатая очистка : первая ступень — циклонный аппарат типа ВЗП, вторая ступень — электростатический фильтр или механический фильтр с импульсной продувкой.
Получите коммерческое предложение на email:
Нужна консультация? Звоните:
8(495) 118-27-34
Отзывы о компании ООО «ИНТЕХ»:




Информация, размещенная на сайте, носит ознакомительный характер и ни при каких условиях не является публичной офертой.
2. Расчет воздухообмена в сварочных цехах
В сварочных цехах необходимо применять общеобменную и местную вентиляцию. Сварочные посты всех видов сварки должны быть оборудованы местной вентиляцией.
Расчет воздухообмена в сварочных цехах можно производить по удельному расчетному воздухообмену в зависимости от свариваемых и сварочных материалов для различных видов сварки и тепловой резки:

Lp – расчетный
воздухообмен,  на 1 кг израсходованного сварочного
материала, который определяют по таблицам
1, 2, 3, 4, 5, 6;
на 1 кг израсходованного сварочного
материала, который определяют по таблицам
1, 2, 3, 4, 5, 6;
q – расход сварочного материала, кг/ч, который принимают по данным технологического процесса для одного сварочного поста;
m – количество сварочных постов;
n – виды сварки.
При тепловой резке, газосварке и плазменной обработке расчетный воздухообмен определяют по таблицам 1, 2, 5.
При расчете потребного воздухообмена для разбавления вредных газов и аэрозолей по ПДК принимают количество приточного воздуха по тому вредному веществу, которое требует наибольших объемов (определяющее вредное вещество).
При определении величины общего воздухообмена необходимые объемы воздуха для каждого вида сварки суммировать.
Таблица 2.1.
Расчетные удельные воздухообмены при проектировании общеобменной вентиляции при электросварочных и газорезательных работах
Технологические Операции | Сварочные материалы | Расчетный
воздухообмен, | |
Производственных помещений | Судовых помещений | ||
1 | 2 | 3 | 4 |
Ручная сварка электродами с толстым покрытием | УОНИ-13/45, УОНИ-13/55 ЭА-606/11, ЭА-981/15 ЭА-48М/18 ЭА-395/9 АНО-3, АНО-4 | На 1 кг израсходо электродов 7000 10000 5000 9000 5000 | ванных 3500 5000 4000 4500 2500 |
Полуавтомати-ческая Сварка в среде СО2 | Св-08Г2С Св208Г2С проволока Св-08 19Н11Ф2С2 Св-08Г6Х16Н25М6 | На 1 кг израсходо сварочной 4000 7000 12000 | ванной проволоки 2000 3500 6000 |
Сварка плавящим электородом в Аргоне или гелии Сварка неплавящим Электродом в аргоне или гелии | Алюминиевые сплавы титановые сплавы медный МНЖКТ-5-1-0,2-0,2 Алюминиевые сплавы титановые сплавы | На 1 кг израсходо сварачной 10000 1000 11000 2500 800 | ванной проволоки 10000 1000 11000 2500 800 |
Воздушно-дуговая строжка | Сталь 45Г17103 Сплав титана | На 1 кг угольных | электродов 50000 |
Газовая резка | Сталь 45Г17103 = 5 мм = 10 мм = 20 мм Углеродистая и низколегиро- ванная сталь Сплав титана = 4 мм = 12 мм = 20 мм = 30 мм | На пог.м реза На 1 На 1 пог. м реза | 1250 3100 5000 5000 2500 2000 3000 3500 |
 апетилена
апетиленаТаблица 2.2.
Расчетные воздухообмены для проектирования общеобменной вентиляции сварочных цехов и участков
Технологическая операция | Сварочные материалы (широко применяемые) или технологические условия | Расчетный воздухообмен | |
Единица измерения израсходо- ванного сварочного материала |
| ||
1 | 2 | 3 | 4 |
Ручная электродуговая сварка а) стали | Тонкопокрытые электроды (меловые, ОМА-2) | 1 кг электродов | 2000 |
Толстопокрытые электроды: а) фтористокальциевые УОНИ-13, СМ-11, К-5, ОЗС-2 | То же | 6000 | |
б) руднокислые и ильменитовые ОММ-5, ЦМ-7, СМ-5 | То же | 8000 | |
в) рутиловые и рутилкарбонатные АНО-1, АНО-3, ОЗС-6, ОЗС-4, МР-3, МР-5 | ” | 4000 | |
г) наплавочные электроды Литые и порошкообразные смеси (“Сормайт-1”, ВК-3, “Смена-2”, КБХ) | ” 1 кг смеси | 12000 12000 | |
б) чугуна | Электроды ОЗЧ-1, АМЧ | 1 кг электродов | 7000 |
в) меди и ее сплавов | Электроды “Комсомолец-100”, АБ-2, АМЦ-9-2 | То же | 7000 |
г) титана и его сплавов | а) присадочные проволоки и неплавящиеся электроды | 1 кг присадоч- ной проволоки | 600 |
б) плавящиеся электроды в среде аргона | 1 кг электродов | 1000 | |
д) алюминия и его сплавов | а) присадочные проволоки и неплавящиеся электроды | 1 кг присадоч- ной проволоки | 2300 |
б) плавящиеся электроды в среде аргона или гелия | 1 кг электрод- ной проволоки | 10000 | |
Дуговая и электрошлаковая сварка под флюсом а) стали | Плавленые и керамические флюсы и электродные проволоки | То же | 500 |
б) титана, меди, алюминия и их сплавов | То же | ” | 1000 |
Полуавтоматичес-кая и автомати-ческая сварка в среде углекислого газа а) углеродистых и низколегирован-ных сталей | Углекислый газ и электродные проволоки | 1 кг электрод- ной проволоки | 3000 |
б) теплоустойчивых и высоколегирован-ных сталей | То же | То же | 5000 |
Полуавтоматичес-кая сварка стали | Порошковые проволоки: а) карбонатно-флюоритного типа ПП-АН-2, ПП-АН-3, ЭПС-15 | ” | 6000 |
б) рутилового типа ПП-АН-1,ПП-ДСК2, ПСУ-2 | ” | 4000 | |
в) наплавочные | ” | 12000 | |
Газовая резка высокомарганце- вистых сталей | Горючий газ и кислород | На 1 мм тол-щины 1 пог/м реза | 250 |
То же титана и его сплавов | То же | То же | 150 |

Таблица 2.3.
Валовые выделения вредных веществ и количество воздуха, необходимого для разбавления их до ПДК при полуавтоматической сварке в среде защитных газов
Вид сварки | Применяемые сварочные материалы | Валовые выделения определяющих воздухообмен вредных веществ, г, на 1 кг расходуемого сварочного материала | Расчетный
воздухообмен, расходуемого сварочного материала
| ||||
Наименование | Коли-чество | ||||||
1 | 2 | 3 | 4 | 5 | |||
Сварка стали в
| Электродная проволока | Железа окись с примесью фтористых или марганцевых соединений (3-6%) | 7,7-11,7 | 1900-2900 | |||
Св-10Г2Н2СМТ | Железа окись с примесью до 3% окислов марганца | 12,0 | 2000 | ||||
Порошковая проволока ПП-АН4 ПП-АН-8 | Фтористый водород | 1,95 | 3900 | ||||
Марганец | 2,18 | 7300* | |||||
Хромоникелевые электродные проволоки | Хромовый ангедрид | 0,5-1,0 | 5000-10000 | ||||
Сварка аргонодуго-вая алюминия и его сплавов | Электродная проволока Д-20,АМЦ, АМГ-6Т и др. | Алюминиевая окись | 7,6-28,0 | 3800-1400 | |||
Титановых сплавов | Электродная проволока | Титан и его двуокись | 4,75 | 500 | |||
Плавящим электродом меди в защит-ной смеси аргона и гелия | Электродная проволока МНЖ-КГ-5-1-0,2-0,2 | Медь | 11,0 | 11000* | |||
* требуется дополнительное применение респиратора или подача чистого воздуха под маску. | |||||||
 ,
на 1 кг
,
на 1 кг
Таблица 2.4.
Валовые выделения вредных веществ и количество воздуха, необходимого для разбавления их до ПДК при автоматической и полуавтоматической сварке (наплавке) под слоем флюса
Вид сварки | Применяемые сварочные материалы | Валовые выделения определяющих воздухообмен вредных веществ, г, на 1 кг расходуемого сварочного материала | Расчетный
воздухообмен, дуемого сварочного материала
| |||
Наименование | Коли-чество | |||||
1 | 2 | 3 | 4 | 5 | ||
Сварка стали с флюсами плавлеными | Электродная проволока: ФЦ-2А; ФЦ-6; ФЦ-7; ФЦ-12; АН-26; АН-64; 48-ОФ-6М; ОЦС-45 АН-30; АН-60; АН-348А; 48-ОФ-11 | Фтористый водород Марганец | 0,017-0,2 0,012- -0,07 | 40-400 240-1500 | ||
Кирамичес-ким | К-8; ЖС-450; КС-12ГА2 К-11 АНК-18; К-1 | Окись углерода Марганец Фтористый водород | 17,8-22,4 0,089 0,042- -0,15 | 900-1100 1800 80-300 | ||
Сварка алюминия и его сплавов | Электродная проволока и флюс: АН-А1 ЖА-64 | Алюминиевая окись Фтористый водород | 31,2 0,076 | 15600* 150 | ||
* требуется дополнительное применение респиратора или подача чистого воздуха под маску. | ||||||
 ,
на 1 кг расхо-
,
на 1 кг расхо-
Таблица 2.5.
Количество воздуха, необходимого для разбавления вредных веществ по ПДК при тепловой резке, газосварке и плазменной обработке
Виды работ | Вредные вещества, определяющие воздухообмен | Количество воздуха,
| ||
Наименование | Измеритель | Коли-чество | ||
1 | 2 | 3 | 4 | 5 |
Резка углеродис-тых и низколеги-рованных сталей | Железа окись с примесью мар-ганца (до 3%) | Грамм на 1 м длины реза, толщиной 1 мм | 0,45 | 450 |
Резка высокомарган-цевых сталей | Марганец | То же | 0,12 | 2400 |
Резка титановых сплавов | Титан и его двуокись | ” | 0,15 | 3000 |
Газовая сварка сталей (ацетилен+кислород) | Азота окись | Грамм на 1 кг ацетилена | 22 | 4400 |
Газовая сварка с пропан-бутановой смесью | То же | Грамм на 1 кг смеси | 15 | 3000 |
Электрдуговая резка алюминиевых сплавов | Алюминия окись | Грамм на 1м длины реза, толщиной 1мм | 0,2 | 100 |
Плазменное напыления алюминия | То же | Грамм на 1 кг расходуемого порошка | 77,5 | 38750 |
Таблица 2.6.
Валовые выделения вредных веществ при сварке расходуемых сварочных материалов
Сварка | Сварочные материалы | Пыль | Входящие в состав пыли аэрозоли | газы | ||||||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | ||
Ручная | Электроды: УОНИ-13/45 УОНИ-13/55 ЭА-606/11, ЭА-981/15 ЭА-395/9 ЭА-903/12 АНО-3, АНО-4 ЭА-48, М/18 | 16 13 20 25 7 13 | 0,6 0,8 1,3 2,8 0,7 2,5 | – 0,6 0,5 – – – | – – – – – – | 1,4 – – – – – | – – – – – – | – – – – – – | – – – – – – | – – – – 0,3 – | 1,0 1,9 – – – – | 1,50 – – – – – | – – – – – – | – – – – – – | ||
Под флюсом | Флюсы: ОСП-45 АН-348А ФЦ-7, ФЦ-2 ФЦ-6 ФЦЛ 48-ОФ-6 АН-Т3 | – – – – 0,08 1,9 | 0,03 0,03 0,01 – 0,002 – | – – – – – – | – – – – – – | – – – – – – | – – – – – – | – – – – – – | – – – – – – | – – – – – 0,008 | 0,2 0,1 0,04 – 0,07 0,25 | 0,006 0,001 0,004 – 0,06 0,17 | – – – – – – | – – – – – – | ||
В углекислом газе, полуавтомати-ческая и автоматическая | Сварочная проволока: Св-08Г2С= =120-200А Св-08Г2С= =350-450А Св-08Х19Н11 Ф2С2 Св-08Г6Х16Н 25М6 | 8,0 14,0 8,0 15 | 0,5 0,8 0,2 1,8 | – – 0,60 0,50 | – – – – | – – – – | – – – – | – – 1,0 2,0 | – – – – | – – – – | – – – – | – – – 0,20 | 5,0 6,0 5,0 5,0 | – – – – | ||
В аргоне или гелии плавящимся электродом | Сплавы: Алюминие-вые Титановые Медные | 20 5 18 | – – – | – – – | 3 – – | – – – | – – – | – – 0,7 | – – 11 | – – – | – – – | 2,50 – – | – – – | 0,1 0,1 – | ||
В аргоне или гелии неплавящимся (вольфрамовым) электродом | Алюминие-вые титановые | 5 3,5 | – – | – – | 0,75 – | – – | 1,5 – | – – | – – | – – | – – | – – | – – | 0,08 0,08 | ||
П р и м е ч а н и е. В количество расходуемых электродов входят огарки | ||||||||||||||||






Таблица 2.7.
Предельно допустимые концентрации наиболее часто встречающихся вредных газов и аэрозолей в воздухе сварочных цехов (ССБТ ГОСТ 12.1.005-88)
Наименование веществ (вредных примесей) | Величина ПДК,
|
1 | 2 |
Газы Озон Окислы азота
(в пересчете на Окись углерода Фтористый водород Соли фтористой
кислоты (в пересчете на | 0,1 5,0 20,0 0,5 1,0 |
Аэрозоли металлов и их соединения Алюминий, окись алюминия, сплавы алюминия Бериллий и его соединения Пыль трех окиси или пятиокиси ванадия и его соединений Вольфрам Окись железа с примесью окислов марганца (до 3%) Окись железа с примесью фтористых или марганцевых соединений (3-6%) Марганец (в
пересчете на Марганец (в
пересчете на Молибден, растворимые соединения в виде аэрозоля конденсации Никель, окись никеля Свинец и его неорганические соединения Окисла титана Торий Хромовый
ангидрид, хроматы, бихроматы (в пересчете
на Окись хрома Окись цинка | 2,0 0,001 0,5 6,0 6,0 4,0 0,3 0,3 4,0 0,5 0,01 10,0 0,05 0,01 1,0 6,0 |
 )
) )
) )
в виде аэрозоля концентрации
)
в виде аэрозоля концентрации )
в виде аэрозоля дезинтеграции
)
в виде аэрозоля дезинтеграции )
)
Вентиляция (вытяжка) для сварочного поста, цеха: расчет, как сделать?
Даже непродолжительная работа в сварочном цеху опасна для здоровья. Если же работа ведется ежедневно и подолгу (как это бывает на промышленных предприятиях), обустраивать вентиляционную систему обязательно необходимо.
Система вентиляции на рабочем месте сварщика – это обязательная мера: она должна быть обустроена согласно правилам. Главная задача вентиляции в данном случае – отвод из рабочего пространства вредных газов и паров, которые опасны для бронхолегочной и сердечно-сосудистой системы рабочих.
Обязательно ли нужно вентилирование для сварочного поста, и почему?
При проведении сварочных работ выделяется большое количество вредных для здоровья веществ и избыточного тепла. Например, выделяются оксиды хрома и марганца, различные фтористые соединения, опасная для легких двуокись кремния.
Пострадать от таких веществ может и сам сварщик, и окружающие (газы распространяются от места проведения работ по помещению, не ограничиваясь одним участком). Длительное воздействие таких веществ опасно для сердца и легких, а кратковременное воздействие может уменьшать производительность работников, вызывая головные боли и тошноту.
Если подытожить, вентиляция выполняет следующие задачи:
- Отвод вредных веществ (газов, паров).
- Отвод избыточного тепла (воздух вокруг места работы нагревается).
- Постоянный приток свежего воздуха и отвод застоявшегося (затхлого, спертого).
Причем система обязательно должна регулироваться, поскольку в разное время года, при разной погоде и при разных видах и объемах работ воздухообмен нужно изменять.
 Вентиляционная система в сварочном цеху
Вентиляционная система в сварочном цехуСистема должна работать автономно, но с возможностью изменения ее параметров вручную. Это нужно для того, чтобы корректировать характеристики микроклимата в разные поры года. Нельзя осуществлять вентилирование с повторным или циклическим применением воздушных масс – это опасно для здоровья работников.
Расчеты
Расчет производительности должен проводиться относительно количества используемых за один рабочий час электродов. Схема расчета такова:
- ручной метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 4500 м³/час;
- полуавтоматический метод сварочных работ – на 1 килограмм электродов нужно обеспечить итоговую производительность до параметра 2 м³/час.
Еще один нюанс: при полуавтоматической работе сварщик может применять больше 5 килограмм электродов. Схема расчета в этом случае такая: производительность системы необходимо увеличивать кратно применяемому количеству электродов.
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
Несколько общих правил и требований к обустройству системы:
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.
 Вентиляция для сварочного поста
Вентиляция для сварочного постаСуществует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Обустройство вентиляции сварочного цеха (видео)
Общеобменная схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Достаточно 20 минут непрерывной работы такой системы для выведения большинства вредных веществ.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Вентиляция сварочного производства
Вернуться к полной версии
Cравнение товаров:
очиститьСравнить
![]() Чтобы получить коммерческое предложение, позвоните нам по телефону +7 (495) 745-01-41 или отправьте быструю заявку
Чтобы получить коммерческое предложение, позвоните нам по телефону +7 (495) 745-01-41 или отправьте быструю заявку
Сварочный цех считается, пожалуй, одним из самых неблагоприятным мест для рабочей деятельности человека ввиду того, что во время технологического процесса выбрасывается огромное количество вредностей. Сварочные работы провоцируют насыщение окружающего воздуха фтористыми соединениями, окисями озона, азота и оксидами углерода, провоцирующими развитие опасных (т. н. «профессиональных») заболеваний и несущих вред окружающей среде. Именно поэтому грамотно спроектированная и сбалансированная система вентиляции сварочного цеха является приоритетной задачей.
Особенности и задачи системы вентиляции сварочного цеха

Особенностью при проектировании системы вентиляции сварочного цеха является необходимость достижения высоких результатов очищения воздушных масс, при относительно низких затратах энергии. Кроме того, процесс вентиляции производственного помещения должен быть бесперебойным — поэтому, помимо основной вентсистемы, предусматривается монтаж дополнительной (аварийной вентиляции), которая должна функционировать настолько же эффективно и продуктивно, как и основная.
Ключевыми задачами вентиляционной системы становятся следующие пункты:
- Минимизация концентрации вредных веществ, которые выделяются во время сварочных работ, посредством применения эффективных местных отсосов;
- Обеспечение рекомендуемых микроклиматических показателей, в соответствии с «Санитарными правилами при сварке, наплавке и резке металлов» №1009-73.
- Устранение химических выделений и выбросов, которые уже успели распространиться дальше помещения, посредством общеобменной вентиляции;
- Обеспечение достаточного притока свежих воздушных масс в сварочный цех, с целью снижения предельно допустимой концентрации вредных примесей и опасных веществ.
Воздухообмен при выполнении сварочных работ в цеху
Эффективная система вентиляции сварочного цеха являет собой сбалансированную приточно-вытяжную систему, которая должна демонстрировать высокие результаты очищения воздуха при сравнительно низких энергетических затратах.
Согласно со СНиПам II-33—75:
- скорость движения воздушного потока при установке вентиляции местного назначения должна составлять 0,8-2,1 м/с;
- при расходе сварочных материалов более 0,21 г/час необходима установка общеобменной вентиляции. При меньших показателях потребления электродов можно обойтись лишь местной системой воздухообмена;
- скорость движения воздушных масс непосредственно в области сварочных работ должна составлять 0,4-1,0 м/с;
- поток свежих воздушных масс должен быть направлен на сварку;
- при использовании сварочного аппарата в закрытых емкостях или при повышенной интенсивности должен приток чистого воздуха температурой более 19 градусов подаваться непосредственно к маске рабочего.
Система вентиляции цеха должна:
- устранять вредные вещества по средствам местной вентиляции;
- обеспечивать микроклимат в помещении согласно санитарным нормам N 1009-73;
- устранять химические компоненты с помощью общеобменной вентиляции.
В сварочном цехе используют общеобменную и местную приточно-вытяжную вентиляционную систему.
Виды систем вентиляции сварочного цеха. Вытяжная вентиляция
Один из наиболее важных моментов, которому уделяется повышенное внимание при организации вентиляции в цеху — сооружение качественных приборов для местного отведения всех вредных веществ, выделяемых в процессе сварки. Качественная вытяжка для сварочного поста — это не просто забота о здоровье сотрудника, но и уменьшение вреда для окружающей среды.
Чем лучше организована вентиляция сварочного стола и хорошо отгорожено место сварки — тем меньше вредных веществ попадут в атмосферу цеха. Кроме того, снижается требуемая мощность сварочной вытяжки.
На практике, местные отсосы способны уловить и поглотить до 2/3 объема всех выбрасываемых ядовитых веществ, для удаления оставшейся трети используют общеобменную систему вентиляции цеха.
*ВАЖНО! Вентиляция сварочного поста (СНИП II-33-75) в обязательном порядке должна быть оборудована мощными вытяжными системами, из расчета распределения мощности по следующей схеме: 25% направлены на верхний ярус производственного цеха, 75% — на нижний.
Общеобменная вентиляция
 Оборудование рабочих сварочных постов локальной системой отведения эффективно лишь в том случае, когда речь идет о стационарных столах. Если постоянные посты отсутствуют и рабочим цеха приходится постоянно перемещаться/выполнять работу на передвижных сварочных столах, система местной вытяжки становится попросту неэффективной. В таких ситуациях актуальной становится монтаж общеобменной системы вентиляции с кратностью воздухообмена до 10 единиц.
Оборудование рабочих сварочных постов локальной системой отведения эффективно лишь в том случае, когда речь идет о стационарных столах. Если постоянные посты отсутствуют и рабочим цеха приходится постоянно перемещаться/выполнять работу на передвижных сварочных столах, система местной вытяжки становится попросту неэффективной. В таких ситуациях актуальной становится монтаж общеобменной системы вентиляции с кратностью воздухообмена до 10 единиц.
При выборе оптимальной общеобменной схемы, учитывают все важные моменты, в том числе выход конвективных потоков вверх производственного помещения. Конвективные потоки могут при необходимости усиливаться посредством направленных приточных струй или направляться этими струями к воздухозаборным панелям.
Беря во внимание тот факт, что эти потоки не особо стабильны и могут быть нарушены движением масс аэрационного воздуха или охлажденным притоком, могут возникнуть сложности в борьбе за чистый воздух. А если к этому прибавить то, что процесс сварки металлов сопровождается большим выделением пыли, единственный выход кроется в установке механической общеобменной системы вентиляции приточно-вытяжного типа с опцией обязательного подогрева приточного воздуха в холодные сезоны.
Приточная вентиляция: особенности подачи воздушных потоков
При обустройстве вентсистемы в сварочном цеху, подача воздуха может осуществляться как вертикально, так и горизонтально. Рассмотрим каждую из них подробнее.
При горизонтальном воздухообмене, систему вентиляции монтируют так, чтобы она охватывала всю площадь производственного помещения. Абсолютно не допускается образование застоя воздушных масс, при этом скорость воздушного обмена должна превышать хотя бы 0,1 м/сек. Это оптимальное решение для небольших сварочных помещений, или для цехов, где расстояние между вытяжкой и притоком не превышает 100 метров.
 При вертикальном воздухообмене, система вентиляции организовывается посредством установки мощных вентиляторов в подвальных помещениях с тем, чтобы они обеспечивали мощный приток воздуха по вентиляционным шахтам. Выходные отверстия монтируются в полу и прикрываются спецрешетками, диаметр ячеек которых не превышает 5 сантиметров. Скорость движения воздуха при выходе от вентиляторов должна находится в пределах 4,5 м/сек и около 0,1 м/сек на входе в помещение. Вытяжные вентиляторы в этой схеме, устанавливаются, как правило, на крыше. Подобная система очень эффективно работает в производственных помещениях сварочных цехов с большой площадью, благодаря возможности очень быстро и эффективно снижать концентрацию вредных веществ до требуемых ГОСТами и СНиПами параметров.
При вертикальном воздухообмене, система вентиляции организовывается посредством установки мощных вентиляторов в подвальных помещениях с тем, чтобы они обеспечивали мощный приток воздуха по вентиляционным шахтам. Выходные отверстия монтируются в полу и прикрываются спецрешетками, диаметр ячеек которых не превышает 5 сантиметров. Скорость движения воздуха при выходе от вентиляторов должна находится в пределах 4,5 м/сек и около 0,1 м/сек на входе в помещение. Вытяжные вентиляторы в этой схеме, устанавливаются, как правило, на крыше. Подобная система очень эффективно работает в производственных помещениях сварочных цехов с большой площадью, благодаря возможности очень быстро и эффективно снижать концентрацию вредных веществ до требуемых ГОСТами и СНиПами параметров.
Расчеты для организации вентиляции рабочей зоны
Если следовать нормативам ГОСТ 12.3.003-86, сварочный цех нуждается в обустройстве локальной вентиляции со скоростью удаления грязного воздуха не меньше 1,5 м/с.
Чтобы рассчитать количество удаляемого местными отсосами отработанного воздуха, используют следующую формулу:
L=K(корень кубический)*а, где
K равен 12 (стандарт для однощелевых отсосов), либо
К равен 16 (стандарт для нескольких щелевых отсосов)
а — сила тока, которую поставляет аппарат для сварки.
Помимо этого, при расчете системы сварочной вентиляции, учитывают следующие общепринятые показатели требуемого объема воздуха:
- при ручной сварке — 4500 м3 в час;
- при автоматической сварке — 2000 м3 в час;
- при сварке, с использованием порошковой проволоки — 5400 м3 в час;
Следует отдельно отметить, что всеми расчетами и установкой оборудования для сварочного цеха должны заниматься исключительно профессионалы. Несоблюдение требуемых норм и пренебрежение техникой безопасности может привести к опасным ситуациям, вплоть до летального исхода. Не экономьте на специалистах, ведь качественная вентиляция — залог успешной работы вашего предприятия.
Горизонтальный воздухообмен
При подаче воздушного потока в горизонтальном направлении система вентиляции должна быть смонтирована таким образом, чтобы захватывать воздушное пространство всего помещения. Образование застоя воздуха недопустимо. Скорость воздухообмена должна обеспечиваться более 0,1 м/с. Эта схема отлично подходит для малогабаритных помещений. К примеру, в цехе с параметрами 30х20 м устанавливается 7 вентиляторов, общей производительностью 7000м3/час, которые и создают горизонтальные воздушные потоки. Вентиляторы устанавливаются на одну стену на высоте до 4 м и обеспечивают стабильное поступление свежих воздушных масс. Вентиляторы, производительностью 7000 м3/ час устанавливаются на той же высоте на стене напротив притока воздушных масс. Они и устраняют загрязненный воздух.
Донная схема может быть использована для цехов, расстояние между притоком и вытяжкой которых не составляет более 100 м. В том случае, когда расстояние больше воздушные массы «зависают», а вредные вещества скапливаются. Эффективности системы существенно снижается. При такой проблеме необходимо установить дополнительные вентиляторы или струйные аппараты, которые будут ускорять поток свежих воздушных масс.
Вертикальный воздухообмен
Для обустройства вертикального воздухообмена потребуется установить несколько вентиляторов в подвальном помещении, которые будут поставлять свежий воздух в цех посредствам вентиляционных шахт. Отверстия при таком монтаже монтируются в полу и закрываются специальными решетками с ячейками, диаметр которых не превышает 50 мм. Скорость воздушных масс должна составлять 4,5 м/с при выходе от вентиляторов и соответственно 0,1 м/с при входе в помещение. Производительность приточных вентиляторов для помещения 30х20 м составляет 3400 м3/час. Вытяжные вентиляторы устанавливаются на высоте до 6 м, как правило, на крыше. Их производительность составляет 6800 м3/час. Такая вентиляционная система способна в кратчайшие сроки очистить воздух в цеху и снизить концентрацию вредных веществ в воздухе до приемлемы 2 мг/м3.
Важно! Механическая система вентиляции должна соответствовать требованиям СНиП 2-33-75.
![]() Группа компаний «ЕвроХолод» готова реализовать комплексные решения по устройству внутренних инженерных систем и сетей зданий. Мы предоставляем гарантию на купленную у нас технику и все монтажные работы!
Группа компаний «ЕвроХолод» готова реализовать комплексные решения по устройству внутренних инженерных систем и сетей зданий. Мы предоставляем гарантию на купленную у нас технику и все монтажные работы!
Наши менеджеры бесплатно проконсультируют Вас по любым вопросам:
Ждем Вашего звонка по телефону: +7(495) 745-01-41
Наш email: [email protected]
О компании , Отзывы , Наши объекты , Контакты
Распечатать
Получить коммерческое предложение
Получите коммерческое предложение по вашему объекту, отправив сейчас быструю заявку.
Опишите кратко суть задачи: