Теплообменник фото — Портал о стройке
Теплообменник – устройство, предназначенное для эффективной передачи тепла от одного теплоносителя другому.

Такой процесс может быть осуществлён несколько раз в одной системе, ведь частным случаем теплообменника является и радиатор отопления, и газовый или электрический котёл.
Наиболее распространённая модель теплообменника, используемая в системе отопления, представляет собой 2 металлические ёмкости, которые подобно матрёшке находятся одна в другой, и через металлическую стенку производят передачу тепла.
Достоинства такого механизма заключается в том, что благодаря герметичной конструкции не происходит взаимное перемешивание однородных сред, а при использовании разных по физическим свойствам теплоносителей не происходит перемешивания.
Содержание статьи:
Делаем своими руками
Прежде, чем приступать к изготовлению теплообменника, необходимо определиться с тем какой принцип передачи тепла будет реализован в таком устройстве.
Изготовление пластинчатого теплообменника

Для изготовления такого устройства необходимо приготовить следующие материалы и инструменты:
- сварочный аппарат;
- болгарка;
- 2 листа нержавеющей рифлёной стали толщиной 4 мм;
- плоский лист нержавеющей стали толщиной 4 мм;
- электроды;
 Процесс сборки:
Процесс сборки:
- Из нержавеющей, рифлёной стали нарезаются квадраты со стороной 300 мм, в количестве 31 шт.
- Затем, из плоской нержавейки нарезается лента шириной 10 мм и общей длиной 18 метров. Данная лента разрезается на отрезки длиной 300 мм.
- Рифлёные квадраты свариваются друг с другом, полосой 10 мм с двух противоположных сторон, таким образом, чтобы каждая следующая секция была перпендикулярна предыдущей.
- В итоге, получается 15 секций, обращённых в одну сторону, и 15 в другую в одном корпусе кубической формы. Рифлёная поверхность таких секции позволяет эффективно передавать теплоту от одного теплоносителя другому, при этом, не происходит взаимное перемещение различных или однородных сред.
- В том случае, когда используется для передачи тепла не воздушная масса, а жидкость, к тем секциям, в которых будет циркулировать вода, приваривается коллектор из нержавеющей стали. Коллектор изготавливается из плоской нержавейки. Для этой цели болгаркой вырезаются прямоугольники: 300 *300 мм – 2 шт; 300 *30 мм – 8 шт. Таким образом, получится комплект, из которого сваривается 2 коллектора, которые напоминают по своей форме квадратную крышку от коробки.
- В каждом из коллекторов делается отверстие, к которому приваривается патрубок для последующего соединения с трубами отопительной системы или обеспечения горячим водоснабжением.
- Отверстия на коллекторах делаются у одного из углов а, а при установке их на теплообменник входной патрубок должен быть расположен в нижней части такой конструкции, а выходной – в верхней.
Рассмотренный выше теплообменник устанавливается открытой стороной в систему циркуляции горячих газов.
Таким образом, раскалённый газообразный теплоноситель будет передавать теплоту рифлённым стенкам нержавеющих пластин, которые, в свою очередь, будут нагревать жидкость.
Теплообменник такой конструкции можно использовать для передачи тепла от одной жидкости, к другой. Для этого на открытые части пластин приваривается с 2 сторон стальная рубашка с патрубком вышеописанной конструкции.
Чертеж:

Изготовление водяного теплообменника для печи

Обычная дровяная печь может не только отапливать помещение традиционным способом, но и использоваться для нагрева воды для отопления комнат, в которых данный обогревательный прибор не установлен.
Для изготовления такого устройства понадобятся следующие материалы и инструменты:
- труба стальная диаметром 325 мм, длиной 1 метр;
- труба стальная диаметром 57 мм, длиной 6 метров;
- стальной лист толщиной 4 мм;
- сварочный аппарат;
- электроды;
- газовый резак;
- белый маркер;
Процесс изготовления:
- Цилиндр из трубы диаметром 325 мм устанавливается вертикально на стальной лист и обводится маркером или мелом.
- Обведённая окружность вырезается газовым резаком. Затем по получившемуся металлическому блину изготавливается ещё одна окружность такого же диаметра.
- В каждом из таких блинов вырезается 5 отверстий диаметром 57 мм. Такие отверстия должны быть равноудалены друг от друга, а также от середины блина и его края. Блины привариваются к цилиндру таким образом, чтобы их отверстия располагались напротив друг друга.
- Труба 57 мм нарезается болгаркой на отрезки длиной 101 см. Необходимо подготовить 5 таких отрезков.
- Каждый отрезок трубы устанавливается в отверстия таким образом, чтобы края этой трубы на 1 мм выходили из отверстий верхних и нижних “блинов”. Электросваркой отрезки труб свариваются. В результате, получается металлический цилиндр, внутри которого находятся трубы меньшего диаметра. По этим трубам будет проходить горячий воздух и дымовые газы, в результате чего, труба будет нагреваться и через свои стенки передавать тепло жидкости, которая будет находиться внутри цилиндра.
- Для осуществления циркуляции жидкости внутри металлического цилиндра, в нижней и верхней его части привариваются патрубки. Снизу такой конструкции будет подаваться холодная вода, в верхней – осуществляться забор нагретой таким образом жидкости.
Воздушный теплообменник

Воздушный теплообменник – это пластинчатый прибор, который изготавливается по тому же принципу, как и вышеописанный в данной статье пластинчатый теплообменник, только с той лишь разницей, что коллектор на такое устройство не устанавливается.
Как в вертикальной, так и в горизонтальной плоскости, через устройство в качестве теплоносителя используется газ. Только для нагрева используются горячие газы образованные в результате горения топлива, а в качестве нагреваемого газа выступает воздух, который для большей эффективности может подаваться через теплообменник принудительно с помощью вентилятора.
Труба в трубе

Теплообменники такой конструкции очень просты в изготовлении и в эксплуатации.
Для того, чтобы изготовить такой прибор самостоятельно, понадобятся следующие материалы и инструменты:
- электросварка;
- электроды;
- болгарка;
- труба диаметром 102 мм, длиной 2 метра;
- труба диаметром 57 мм. длиной 2 метра;
- стальной лист толщиной 4 мм;
 Процесс изготовления:
Процесс изготовления:
- Из листовой стали вырезаются заглушки, в середине которых делаются отверстия диаметром 57 мм.
- Эти заглушки привариваются к трубе 102 мм, таким образом, чтобы отверстия заглушек оказались посередине диаметра трубы. В эти отверстия заводится труба 57 мм и качественно проваривается по окружности.
- В основной трубе 102 мм делается 2 отверстия для установки входящего и выходного патрубков. Эти отверстия должны располагаться как можно дальше друг от друга.
Принцип работы такого теплообменника очень прост: горячий теплоноситель, проходя по трубе меньшего диаметра, через металлические стенки трубы отдаёт тепло, жидкости, которая находится в полости трубы большего диаметра. Таким образом, происходит передача тепловой энергии, в то же время не происходит перемешивания жидкостей, которые могут быть не однородны, например вода и минеральное масло.
При подключении такой системы, как правило, теплообменник располагается в горизонтальной плоскости, а циркуляция жидкостей для повышения КПД осуществляется разнонаправлен
о.
Чертеж собранного водо-водяного теплообменника труба в трубе:

Промывка теплообменника

Как правило, в таких системах, пластинчатые каналы забиваются сажей, что резко снижает КПД такого устройства, а при чрезмерном забивании рабочих отверстий продуктами горения, устройство может полностью выйти из строя.
Для качественной очистки таких теплообменников, устройство полностью демонтируется и каналы, тщательно очищают от сажи с последующей промывкой пластин.
Контур, в котором циркулирует вода повышенной жёсткости, необходимо промыть специальным средством от накипи или раствором лимонной кислоты. При значительном слое известковых отложений, производят механическую очистку пластин. Для этой цели, коллектор срезается болгаркой по шву. Пластины очищаются от накипи, затем коллектор приваривается на прежнее место.
Подобным образом происходит очистка системы теплообмена “труба в трубе”. Если не удаётся химическим способом эффективно удалить накипь, труба разрезается, накипь удаляется механическим способом. Затем происходит сборка устройства.
Виды
Существует 2 типа теплообменников:
Поверхностный

Наиболее распространённый тип теплообменника, который получил распространение не только в системах отопления зданий, но и во многих производственных процессах. В качестве теплоносителя, который может быть использован для передачи тепла в таких устройствах, используется не только вода, но и водяной пар, различные минеральные масла и химические вещества.
Поверхностные модели разделяются на рекуперативные и регенеративные:
- Рекуперативные – передают тепло через стенку теплоносителя.
- Регенеративные – такие теплообменники функционируют в периодическом режиме. Сначала горячий теплоноситель нагревает поверхность теплообменника, затем к стенкам, которые аккумулировали тепло, подводится холодный теплоноситель.
Смесительный

При использовании такого вида устройств, происходит проникновение горячего теплоносителя в холодный. В результате такого смешивания, происходит прямая передача тепла. В системе отопления такой вид теплопередачи используется редко.
Обычно, смесительный способ, применяется при солнечном нагреве воды, когда теплоноситель из теплогенератора поступает в накопительную ёмкость, в которой происходит смешивание, горячей и холодной жидкости.
Блиц-советы
- Чтобы избежать образования накипи в системе отопления, необходимо использовать только дистиллированную воду. Большое количество дистиллированной воды для этой цели можно изготовить в домашних условиях пропуская через теплообменник “труба в трубе” водяной пар.
- Используя самодельное устройство для теплообмена между газами, образованными в результате сгорания топлива и жидкостью, необходимо все монтажные работы производить с наивысшей тщательностью, чтобы в результате недостаточной герметизации дымохода не поступал угарный газ в помещение.
- При использовании котлов или печек, в которых используется естественная тяга воздуха в дымоходе, площадь сечения дымохода внутри теплообменника не должна быть меньше площади патрубка котла или печки.
Source: housetronic.ru
Читайте также
Пластинчатые теплообменники — принцип работы, конструкция, виды

1 – передняя неподвижная плита, 2 – верхняя направляющая, 3 – задняя подвижная плита, 4 – задняя стойка (штатив) , 5 – рабочая пластина с уплотнением, 6 – нижняя направляющая, 7 – патрубки, 8 – ролики для перемещения пластин вдоль направляющих, 9 — шильд с названием и техническими данными, 10 — шпильки
Пластинчатый теплообменник состоит из следующих элементов: двух плит ( одной неподвижной, а другой прижимной), входных и выходных патрубков с различными видами соединений, комплекта жестко и герметично соединенных рабочих пластин, специальных направляющих, резьбовых метизов и подставки для монтажа в системе теплоснабжения.
Главным элементом теплообменника являются пластины, которые предназначены для передачи тепловой энергии одного теплоносителя другому. Они изготавливаются из инертных материалов, стойких к коррозии. В производстве пластин используется операция штамповки. В зависимости от мощности они имеют толщину от 0,4 до 1 миллиметра.
Собранный теплообменный аппарат состоит из плотно прилегающих друг к другу пластин, образующих каналы в виде щелей. Их лицевые стороны имеют углубление по контуру под резиновую прокладку. Благодаря им пластины герметично прилегают друг к другу.
Пластины имеют одинаковую форму и изготавливаются из одного материала, в качестве которого может выступать недорогая нержавеющая сталь (например, марки AISI316), а также дорогостоящие сплавы тугоплавких металлов и титан. Выбор материала для производства пластинчатых теплообменников зависит от характеристик, которыми они должны обладать.
Для изготовления уплотнителей также используются различные материалы. Этот выбор зависит от условий эксплуатации, температуры среды, вида теплоносителя и т. д. В основном прокладки изготавливают из сложных полимеров на основе синтетического каучука. В производстве используются следующие полимерные вещества:
- EPDM — для неагрессивных сред воды и гликоля
- Nitril – для масляных и нефтесодержащих теплоносителей
- Viton – для высокотемпературных сред и пара
Пластинчатый теплообменник — устройство и принцип работы
Пластинчатые теплообменники относятся к классу рекуперативных теплообменников и представляют собой аппараты, теплообменная поверхность которых образована набором тонких штампованных металлических пластин. Пластины теплообменника, собранные в единый пакет, образуют между собой каналы, по которым протекают теплоносители, обменивающиеся тепловой энергией. Каналы с теплоносителями А и В чередуются между собой.
Основные размеры и параметры наиболее распространенных в промышленности пластинчатых теплообменников определены ГОСТ 15518—83. Их изготовляют с поверхностью теплообмена от 2 до 600 м2 в зависимости от типоразмера пластин; эти теплообменники используют при давлении до 1,6 МПа и температуре рабочих сред от —30 до +180° С для реализации теплообмена между жидкостями и парами (газами) в качестве охладителей, подогревателей и конденсаторов.
Типы пластинчатых теплообменников
Пластинчатые теплообменники разделяют по степени доступности поверхности теплообмена для механической очистки и осмотра:
Наиболее широко применяют разборные пластинчатые теплообменники, в которых пластины отделены одна от другой резиновыми уплотнениями. Монтаж и демонтаж этих аппаратов осуществляют достаточно быстро, очистка теплообменных поверхностей требует незначительных затрат труда.
Подключение пластинчатых теплообменников
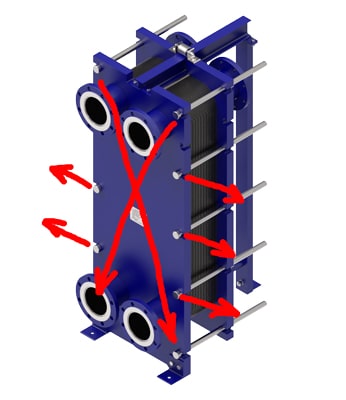
Классическая схема подключения пластинчатых теплообменников имеет патрубки входа и выхода теплоносителей на передней плите. В большинстве случаев входы и выходы расположены таким образом, чтобы обеспечить противоток теплообменных сред. Работа пластинчатого теплообменника с противотоком рабочих сред показана на видео:
Существуют конструкции пластинчатых теплообменников, в которых патрубки входа и выхода теплоносителей расположены как на передней, так и на задней плите:
Присоединение к входам и выходам рабочих сред осуществляется с помощью фланцевых соединений, соединений под сварку (стальная труба) или резьбового соединения. Возможно также отсутствие какого-либо патрубка на входе или выходе теплоносителя. В таком случае вокруг отверстия на плите выполняются отверстия с внутренней резьбой под шпильки, с помощью которых можно подсоединить трубопровод с теплоносителем с применением термостойкого резинового или каучукового уплотнения.
Пластины для пластинчатых теплообменников
Серийно выпускаемые пластинчатые теплообменники комплектуют пластинами, штампованными из листового металла толщиной до 1 мм. В качестве материала применяется коррозионностойкая сталь, титан, специальные сплавы. Пластины пластинчатого теплообменника имеют гофрированную поверхность для турбулизации потоков в каналах, что повышает эффективность теплопередачи и препятствует отложению загрязнений. Гофры пластин обычно имеют в сечении профиль равностороннего треугольника. Чем тупее угол, под которых расположены гофры пластины, тем большее сопротивление создается в каналах, чем острее угол, тем меньше сопротивление и выше скорость потоков.
Пластины для пластинчатых теплообменников разборного типа
Расчет пластинчатых теплообменников
Расчет пластинчатых теплообменников на прочность сводится к расчету нажимных и промежуточных плит, пластин, штанг, стяжных болтов, коллекторов, днищ и крышек.
При проектировании и подборе производятся тепловые и гидравлические расчеты с целью определения всех характеристик пластинчатого теплообменника, а также параметров процесса теплопередачи. Далее приведен упрощенный расчет пластинчатого теплообменника для примера. Итак, пластинчатый теплообменник уже спроектирован. Он состоит из 101 пластины, которые образуют 100 каналов. Половина из них зарезервирована для потока горячей воды, другая половина для потока холодной воды. Два внешних канала, один горячий и один холодный, будут иметь теплопередачу только на одной стороне, т.к. со второй стороны канала с водой нет. Помним об этом, но не учитываем данное в примере:
| Количество пластин | 100 (101) | [-] |
| Длина пластины | 8.000 | [m] |
| Ширина пластины | 0.500 | [m] |
| Толщина пластины | 0.002 | [m] |
| Ширина холодного и горячего каналов | 0.008 | [m] |
| Температура горячей воды | 353.15 | [K] |
| Температура холодной воды | 293.15 | [K] |
| Массовый расход горячей и холодной воды | 400.0 | [kg/s] |
| Коэффициент загрязнения на горячей и холодной стороне | 0.00005 | [m2W/K] |
| Теплопроводность материала пластин | 50 | [W/m/K] |
Свойства воды приняты для средних температур. Так как температуры горячей и холодной воды на входе составляют 80 и 20 градусов по Цельсию, соответственно, средняя температура составляет 50 градусов. Для расчета пластинчатого теплообменника вручную пренебрегаем изменением коэффициента теплопередачи при изменении температуры воды. Значения на каждой из сторон будет меняться противоположно.
| Площадь теплообменной поверхности | A_hx = 8.000 * 0.500 * 100 = 400 | [m2] |
| Количество горячих и холодных каналов | N_ch = 50 | [-] |
| Площадь сечения одного канала | A_fch = 0.008 * 0.5 = 0.004 | [m2] |
| Периметр сечения канала | C_fch = 2 * (0.008 + 0.5) = 1.016 | [m] |
| Гидравлический диаметр | D_hyd = 4 * A_fch / C_fch = 0.015748 | [m] |
| Площадь сечения для жидкости | A_flow = N_ch * A_fch = 0.2 | [m2] |
| Массовый расход жидкости | G = M_flow / A_flow = 400.0 / 0.2 = 2000.0 | [kg/m2/s] |
| Плотность воды при 50°C | u_w = 0.000525 | [Pa.s] |
| Теплопроводность воды при 50°C | k_w = 0.6435 | [W/m/K] |
| Коэффициент Рейнольдса | Re = G * D / u_w = 59993 | [-] |
| Коэффициент Прандтля для воды при 50°C | Pr = 3.555 | [-] |
| Коэффициент теплопередачи на горячей и холодной стороне | U_w = 0.023 * k_w/D_hydr * Re^0.8 * Pr^0.4 = 10372 | [W/m2/K] |
| Коэффициент теплового сопротивления пластины на м2 | R_pl = thickness/cond = 0.002 / 50 = 0.00004 | [m2W/K] |
| Общее сопротивление теплопередаче на м2 | R_t = 2/U_w + 2 * R_foul + R_pl R_t = 2/10372 + 2*0.00005 + 0.00004 = 0.0003328 | [m2W/K] |
| Общий коэффициент теплопередачи | U_oa = 1 / R_t = 3004.6 | [W/m2/K] |
Общий коэффициент теплопередачи посчитан. Мы имеем следующие уравнения:
| Q_transferred = delta_T_mean * U_oa * A_hx | (ур.1) |
| Q_fluid = delta_T_fluid * M_flow * Cp_fluid | (ур.2) |
Поскольку жидкости и их массовые расходы одинаковы с обеих сторон, delta_T_mean равна разности начальной температуры (ITD=T_hot,in-T_cold,in) минус delta_T_fluid, или:
| delta_T_mean = ITD – delta_T_fluid | (ур.3) |
Вставляем это в (ур.1), вычисляем (ур.1) и (ур.2), получаем:
| (ITD – delta_T_fluid) * U_oa * A_hx = delta_T_fluid * M_flow * Cp_fluid | (ур.4) |
| delta_T_fluid = ITD * U_oa*A_hx / (U_oa*A_hx + M_flow*Cp_fluid) | (ур.5) |
Изменение температуры воды в каждом контуре:
delta_T_fluid = 60.0 * 3004.6*400.0 / (3004.6*400.0 + 400.0*4035) = 25.61 [K]
Расчетная мощность пластинчатого теплообменника:
Q_fluid = M_flow * Cp * delta_T_fluid = 400.0 * 4035 * 25.61 = 41334540 [W] или 41.33 [MW]
Температура на выходе горячей стороны: 80 – 25.61 = 54.39°С
Температура на выходе холодной стороны: 20 – 25.61 = 45.61°С
Расчет пластинчатого теплообменника вручную дает некоторую погрешность, т.к. не учитывает изменение свойств жидкости и материалов при изменении их температуры. Данный метод расчета значительно упрощен, но в более сложных случаях, когда в процессе теплопередачи происходят фазовые изменения сред, он позволяет быстро провести оценочный расчет основных параметров.
На практике расчет пластинчатого теплообменника производится с помощью специальных расчетных программ. Каждый производитель имеет собственное программное обеспечение, которое позволяет быстро подобрать теплообменник и рассчитать все необходимые характеристики.
Пластинчатый теплообменник — Википедия
Материал из Википедии — свободной энциклопедии
 Концептуальная схема пластинчатого теплообменника
Концептуальная схема пластинчатого теплообменника  Отдельная пластина пластинчатого теплообменника
Отдельная пластина пластинчатого теплообменникаПластинчатый теплообменник — устройство, в котором осуществляется передача теплоты от горячего теплоносителя к холодной (нагреваемой) среде через стальные, медные, графитовые, титановые гофрированные пластины, которые стянуты в пакет. Горячие и холодные слои перемежаются друг с другом.
Первый агрегат пластинчатого теплообменника в близком к современному виде был изобретён доктором Ричардом Селигманом, основателем компании Aluminium Plant & Vessel Company Limited в 1923 году. Согласно другим источникам, создателем первого современного пластинчатого теплообменника была шведская компания Густава де Лаваля, выпустившая первую модель, предназначавшуюся для пастеризационного оборудования, в 1938 году.[источник не указан 1193 дня]
- Неподвижная плита с присоединительными патрубками.
- Задняя прижимная плита.
- Теплообменные пластины с уплотнительными прокладками.
- Верхняя направляющая.
- Нижняя направляющая.
- Задняя стойка.
- Комплект резьбовых шпилек.
Такая конструкция теплообменника обеспечивает эффективную компоновку теплообменной поверхности и, соответственно, малые габариты самого аппарата. Все пластины в пакете одинаковы, только развернуты одна за другой на 180°, поэтому при стягивании пакета пластин образуются каналы, по которым и протекают жидкости, участвующие в теплообмене. Такая установка пластин обеспечивает чередование горячих и холодных каналов.
Теплообменные пластины с уплотнительными прокладками[править | править код]
Основным элементом теплообменника являются теплопередающие пластины, изготовленные из коррозионно-стойких сплавов толщиной 0,4-1,0 мм методом холодной штамповки. В рабочем положении пластины плотно прижаты друг к другу и образуют щелевые каналы. На лицевой стороне каждой пластины в специальные канавки установлена резиновая контурная прокладка, обеспечивающая герметичность каналов. Два из четырёх отверстий в пластине обеспечивают подвод и отвод греющей или нагреваемой среды к каналу. Два других отверстия, дополнительно изолированы малыми контурами прокладки предотвращающими смешение (переток) греющей и нагреваемой сред. Для предупреждения смешивания сред в случае прорыва одного из малых контуров прокладки предусмотрены дренажные пазы.
Пространственное извилистое течение жидкости в каналах способствует турбулизации потоков, а противоток между нагреваемой и греющей средой способствует увеличению температурного напора и, как следствие, интенсификации теплообмена при сравнительно малых гидравлических сопротивлениях. При этом резко уменьшается отложение накипи на поверхности пластин.
При большой разнице в расходе сред, а также при малой разнице в конечных температурах сред существует возможность многократного теплообмена сред путём петлеобразного направления их потоков. В таких теплообменниках патрубки для подвода сред расположены не только на неподвижной плите, но и на прижимной, а вдоль пластин-перегородок среды движутся в одном направлении.
Схема теплообмена[править | править код]
В процессе теплообмена жидкости движутся навстречу друг другу (в противотоке). В местах их возможного перетекания находится либо стальная пластина, либо двойное резиновое уплотнение, что практически исключает смешение жидкостей.
Вид гофрирования пластин и их количество, устанавливаемое в раму, зависят от эксплуатационных требований к пластинчатому теплообменнику. Материал, из которого изготавливаются пластины, может быть различным: от недорогой нержавеющей стали до различных экзотических сплавов, способных работать с агрессивными жидкостями.
Материалы для изготовления уплотнительных прокладок также различаются в зависимости от условий применения пластинчатых теплообменников. Обычно используются различные полимеры на основе натуральных или синтетических каучуков.
Виды пластинчатых теплообменников[править | править код]
Пластинчатые теплообменники бывают следующих видов:
- разборные пластинчатые теплообменники;
- паяные пластинчатые теплообменники;
- сварные и полусварные пластинчатые теплообменники.
Основные параметры[править | править код]
Для разборных пластинчатых теплообменников характерны следующие параметры:
- материал пластин: тонколистовые стали (AISI304, AISI316), Титан, Hastelloy, 254SMO и др.;
- температура в пластинах носителя не превышает 200°;
- давление в пластинах носителя не превышает 25кгс/см2;
- поверхность теплообмена одного аппарата может значительно колебаться(0,1 и 2100 м2) в зависимости от назначения;
- число пластин также колеблется от самых малых значений(практикуют от 7-10 пластин) и до самых больших.
- Г. С. Борисов, В. П. Брыков, Ю. И. Дытнерский и др. Основные процессы и аппараты химической технологии: Пособие по проектированию / Ю. И. Дытнерский. — М.: Химия, 1991. — 496 с. — 24 000 экз. — ISBN 5-7245-0133-3.
Разборка и сборка пластинчатого теплообменника
Содержание статьи
Введение
Разборка и сборка пластинчатого теплообменника – часть регулярного обслуживания подобного вида устройств, которые были рассмотрены в предыдущей статье.
В процессе эксплуатации теплообменного агрегата на его внутренних поверхностях скапливаются отложения, накипь, ржавчина и другие загрязнения, что приводит к снижению эффективности передачи тепла от одной среды другой. Чтобы очистить теплообменник – необходимо произвести его разборку, промывку и последующую сборку.
Если регулярное обслуживание производилось не вовремя, а также в результате экстремальных нагрузок – возможны протечки уплотнений и деформация пластин, что потребует их замену и, как следствие, разборку агрегата для доступа к поврежденным элементам.
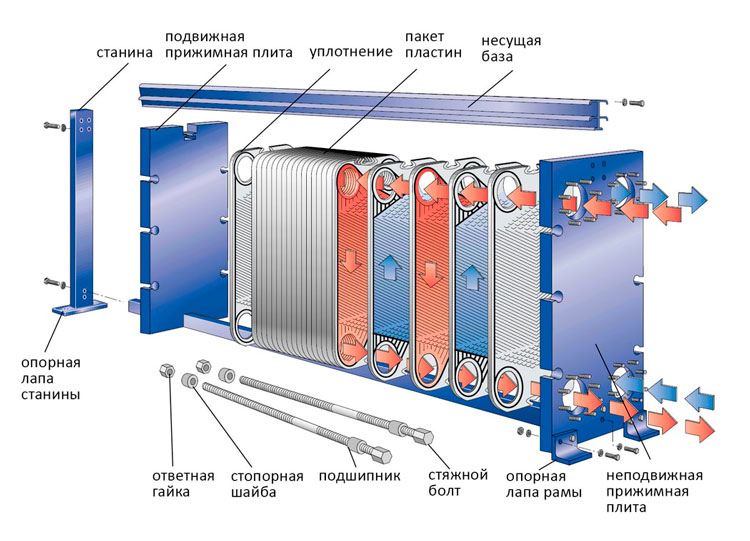
Схема пластинчатого теплообменника в разобранном виде
Как разбирать пластинчатый теплообменник
Порядок разборки пластинчатого рекуператора выглядит следующим образом:
- Необходимо запастись парой фрикционных ключей подходящего диаметра на соответствующий размер стяжных болтов (так для теплообменника Ридан НН 04 – это 24-ый диаметр), в случаях разбора крупных агрегатов это может быть пневмоинструмент.
- Чтобы не порезать руки о края пластин, используются защитные перчатки.
- Дренируются и отключаются подводящие трубопроводы. При этом желательно сохранять видимое расстояние между трубами и корпусом теплообменника.
- Для того, чтобы после обслуживания собрать пакет в правильном порядке, каждая пластина нумеруется несмываемым маркером. Альтернатива: перед разборкой проводят маркером по рёбрам рабочих пластин (по диагонали).
Альтернативный вариант маркировки
- Если аппарат новый – кусачками срезается заводская пломба, а со шпилек снимается защитная изоляция.
- Замеряется размер стяжки пакета пластин (понадобится при обратной сборке).
- Во избежание повреждения резьбы на шпильках и стяжных болтах перед разборкой необходимо смазать их поверхность «графиткой» или обработать жидкостью WD-40.
- Если в теплообменнике стяжных шпилек 4, то по диагонали ослабляются на 1-2 оборота стяжные гайки. Если их больше, например, 6, то вначале ослабляют центральные, и только потом переходят к угловым.
Порядок ослабления стяжных болтов
- Полностью раскручиваются стяжные гайки и снимаются вместе со шпильками.
- Подвижная плита отодвигается до упора, чтобы получить доступ к пластинам.
- Поочерёдно раздвигаются пластины (сначала отводятся их нижние края) и снимаются с рамы.
Вначале сдвигается нижний край пластины
Важно: металлические пластины иногда подвергаются воздействию экстремальных температур, после чего их бывает сложно разъединить. Необходимо действовать предельно аккуратно, чтобы не порвать уплотнители.
Как правильно собирать пластинчатый теплообменник
После проведения обслуживания — промывки теплообменного аппарата или замены нерабочих элементов, процесс сборки происходит в обратном порядке:
- Боковые плиты раздвигаются до упора.
- На раму устанавливается первая пластина и сдвигается к неподвижной плите. Прокладки должны быть обращены к этой плите.
- Ориентируясь на маркерные пометки, сделанные в процессе разборки, в правильном порядке собираются и устанавливаются оставшиеся пластины.
- Прижимная плита пододвигается к пакету пластин как можно ближе.
- Происходит установка шпилек, в случаях, когда обнаруживается их повреждение, неисправные шпильки и стяжные болты подлежат замене.
- Все гайки затягиваются на один оборот, после чего необходимо убедиться, что уплотнители стоят ровно.
- Далее гайки затягиваются в порядке по диагонали, поочерёдно поворачивая их на 1-2 оборота.
Процесс сборки пластинчатого теплообменника хорошо показан на следующем видео:
Важно: чтобы пакет пластин встал ровно, после стяжки прижимная плита должна стоять параллельно неподвижной плите. Стягивать пакет нужно так, чтобы верхушка прижимной плиты опережала нижний край максимум на 1-2 см. Как только размер стяжки приблизится к максимально допустимому значению (которое замерялось ранее), опережение края следует уменьшить.
Запуск системы
В обратном порядке входы и выходы пластинчатого теплообменника подключаются к трубопроводам. Важно при монтаже перед подачей теплоносителей стравить воздух из внутреннего контура установки.
Если в процессе обслуживания уплотнения заменялись на новые, то подача начинается с холодного теплоносителя, дабы избежать повреждения прокладок, если же уплотнения не менялись, то подачу начинают с горячего теплоносителя, чтобы восстановить рабочие характеристики прокладок для правильного теплообмена.
В процессе запуска обязателен контроль за давлением и температурами на входе и выходе теплообменника.
Заключение
В этой статье мы постарались максимально подробно рассказать как происходит процесс разборки и сборки пластинчатого теплообменника. Если у вас остались какие-либо вопросы, то напишите или позвоните нам. В следующей статье рассмотрим применение пластинчатых теплообменников в системах отопления — подписывайтесь на новости!
виды, особенности, устройство, принцип работы

Котел
Выбор теплообменника для котла
Теплообменники для котлов — важный элемент отопительной системы. Они устанавливаются вовнутрь камер сгорания, где исходящий поток тепловой энергии нагревает теплоноситель. От того, насколько правильно выбран теплообменник, зависит качество работы котла, комфорт пребывания в обогреваемых помещениях и срок службы дорогостоящего оборудования.
В каталоге Прайм Энерго можно ознакомиться с продукцией известных брендов. Консультанты подскажут, сколько стоит теплообменник на газовый котел (стоимость зависит от бренда, материала и конструктивных особенностей), а также дадут рекомендации по выбору.
По назначению теплообменники делят на испарительные, нагревательные, охлаждающие и конденсирующие. Для производства используется чугун, сталь, медь и нержавейка (материал оборудования), алюминиевые сплавы (материал котла). С учетом способов передачи тепла различают первичный теплообменник и вторичный, а также битермический (совмещенный). В каждом случае есть преимущества и недостатки, о которых следует знать заранее.
Стальной агрегат
Стальные теплообменники — самые распространенные ввиду доступности материала и простоты обработки. Себестоимость изделий низкая, поэтому цена для конечного покупателя — самая доступная. Стальные агрегаты отличаются долгим сроком службы и пластичностью. Последний параметр очень важен ввиду контакта материала с высокотемпературной средой. Пластичность не дает формироваться трещинам на участках, где воздействие горелки провоцирует тепловое напряжение.К недостаткам стальных теплообменников относят подверженность коррозии — распространенная проблема для металлов. Ее разрушительное действие снаружи и внутри конструкции снижает общий срок эксплуатации агрегата. Другой недостаток — большие масса и габариты, что само по себе для многих неприемлемо, вдобавок увеличивается расход топлива из-за увеличенного объема теплоносителя. Причина — в желании производителей обеспечить высокую инертность, для чего объем внутреннего пространства и толщина стенок агрегата увеличиваются.
Чугунное устройство
Если нужен вариант, в меньшей степени подверженный коррозии, стоит купить теплообменник для котла из чугуна. Материал не боится контакта с водой, поэтому изделие служит гораздо дольше стального аналога. К недостаткам относят необходимость особого ухода. Материал отличается хрупкостью, возможно появление трещин из-за накипи, провоцирующей неравномерный нагрев материала. Для профилактики проблемы проводится промывка. Если котел эксплуатируется с участием водопроводной воды, раз в год его нужно промывать, чтобы избавиться от накипи. Если теплоносителем выбран антифриз, промывку выполняют 1 раз в 2 года. Если задействуется очищенная (фильтрованная) вода, достаточно проводить профилактику 1 раз в 4 года.Медная конструкция
Медный теплообменник для газового котла обладает рядом преимуществ и недостатков. К достоинствам относят небольшую массу, компактные габариты и малую вместительность. Медь не подвержена коррозии, а для нагрева теплоносителя требуется меньше топлива. Недостатком считают сравнительно высокую стоимость и ненадежность при нагреве агрегата. Медные теплообменники часто устанавливаются в зарубежные газовые котлы настенного типа. Российские производители предпочитают устанавливать стальные агрегаты.Первичный, вторичный и битермический аппараты
Первичный теплообменник выглядит, как большая труба с изгибами в виде змеевика. Для производства используются материалы, неподверженные коррозии — нержавейка, медь. Пластины агрегата имеют разный размер. Чтобы повысить защиту от коррозии, рабочие поверхности окрашивают. Теплообменник передает энергию газа теплоносителю. Показатель мощности зависит от числа ребер и длины трубы. Ухудшить работу могут грязь и копоть снаружи и солевые отложения изнутри. Внешние и внутренние факторы провоцируют нарушение циркуляции теплоносителя и снижают теплопроводность стенок агрегата. Чтобы продлить срок службы котла, требуется регулярная очистка и промывка. Желательно купить фильтры.
Вторичный теплообменник котла на газе оснащен соединенными между собой пластинами из нержавейки. Эффективность работы устройства обеспечена хорошей теплопроводностью и размерам участка теплообмена. Энергия в таком теплообменники передается от жидкости к теплоносителю. Мощность устройства зависит от числа пластин и площади теплообмена.
Битермический двухконтурный теплообменник работает по принципу двойного обмена тепла: газ нагревает теплоноситель, а он передает температуру воде. Снаружи в трубе греется вода для отопления, а внутри подогревается вода для бытовых нужд. Совмещенный теплообменник для двухконтурного газового котла обладает упрощенной конструкцией. Нет нужды устанавливать трехходовой клапан и вторичный теплообменник, что удешевляет всю конструкцию, не ухудшая надежности. К недостаткам относят малую мощность в режиме горячего водоснабжения.
В каталоге Прайм Энерго представлены агрегаты от ведущих брендов. Наши теплообменники заказывают для промышленных и коммунальных систем, и в каждом случае прислушиваются к рекомендациям инженеров по выбору оборудования и комплектующих. Консультанты детально расскажут о характеристиках представленных теплообменников, приведут сравнительные данные, а если нужно, рассчитают требуемую мощность и другие параметры для конкретного объекта.
Мы предлагаем надежное оборудование по разумным ценам, реализуем теплообменники собственной сборки, являемся официальными представителями Ares, Sondex, FUNKE. Достаточно отправить заявку, чтобы получить расчет или выгодное коммерческое предложение. Если есть вопросы по срокам доставки и характеристикам оборудования, свяжитесь с нашими специалистами.
Паяные пластинчатые теплообменники. Конструкция, преимущества и недостатки (5 фото)
- Подробности
- Раздел: Теплоснабжение
- Категория: Тепловые пункты
- Создано 07.04.2015 12:33
- Просмотров: 4890
Пластинчатые паяные теплообменники применяют в холодильной технике, климатизационном оборудовании, выступая в качестве конденсатора или испарителя. Также косвенно их можно использовать в пищевой промышленности в роли охладителей или пастеризаторов молочной продукции, пивных напитков и т.д.

Паяные пластинчатые теплообменники зачастую называют сварными пластинчатыми теплообменниками, что в своем роде правильно, потому что процесс пайки нержавеющих пластин схож с процессом сварки.
Конструкция пластинчатого паяного теплообменника:
Паяные пластинчатые теплообменники изготавливают из нержавеющих гофрированных пластин, которые в свою очередь соединяются друг с другом, а в итоге в целый пакет посредством пайки в вакууме, где используется медный или никелевый припой. После того как все пластины спаяли в готовую конструкцию (главное это сделать грамотно), к внешним пластинам крепят патрубки, которые потом уже на объекте, либо каком либо строительстве соединяются с трубопроводными системами дома, коттеджа или промышленного предприятия.

При соединении пластин в пластинчатых паяных теплообменниках, соседние соединяются так что бы гофры у них были направлены в разные стороны. В некоторых точках стенки пластин соединяются, это нужно в качестве опорных точек (точек жесткости) для всего пакета пластин. По всем данным точкам производится дополнительная пайка. Это необходимо для того, чтобы пластинчатый теплообменник смог выдержать высокое давление и не разорваться где-нибудь по шву. Причем давление может достигать 4 и даже 5 МПа.

Паяные пластинчатые теплообменники отличаются многими моментами в изготовлении от разборных пластинчатых. Это связано с тем, что в отличие от разборных в паяных теплообменниках края пластин загибаются друг к другу, в месте загиба между пластинами прокладывается медная пластинка (толщина ее такая же как и сама гофрированная пластина). После чего весь пакет пластин сдавливается более прямыми и толстыми пластинами с одной и другой стороны, к которым впоследствии привариваются патрубки для соединения с трубопроводными системами. В конце всего процесса соединения, сдавливания и приваривания, производится пайка пакета пластин в специальной вакуумной камере.
В паяных пластинчатых теплообменниках в роли припоя используют медь (Меднопаяный пластинчатый теплообменник). Если же в теплообменнике по заказу нужно использовать в качестве рабочей среды какую то агрессивную жидкость, например, аммиак, то припой делаю никелевым, и такие теплообменники называются никелевыми.

Преимущества паяных пластинчатых теплообменников:
Основными преимуществами паяных пластинчатых теплообменников является то, что они малогабаритны и очень экономичны. Это связано с тем, что у паяных нет зажимных плит, поэтому они раз в десять легче разборных теплообменников, а также по цене паяные выигрывают в среднем треть от цены разборных, при одинаковой мощности и характере теплообмена.
Также паяные пластинчатые теплообменники могут выдерживать длительные нагрузки по температуре, даже если греющая рабочая среда температурой выше 150С.
При загрязнении паяных пластинчатых теплообменников процесс чистки и промывки занимает максимум 3 часа, причем очистку модно проводить, не разбирая сам теплообменник. Это можно сделать химической промывкой при использовании специальной химии, которая не будет разрушать поверхность пластин и медный (никелевый) припой. Таким образом, процесс обслуживания не требует больших перерывов в работе всей системы теплоснабжения, и причем не требуется текущего обслуживания.
В процессе монтажа паяные теплообменники очень просто устанавливать. Благодаря турбулентности потока рабочей среды происходит самоочистка каналов между пластин.

Недостатки паяных пластинчатых теплообменников:
Паяные пластинчатые теплообменник имеют один лишь минус, в процессе работы теплообменник может дать течь (в результате гидроудара) и отремонтировать его уже будет нельзя. Придется менять полностью.
- < Назад
- Вперёд >