2. Сварка нагретым инструментом
Сварка нагретым инструментом является наиболее универсальной для соединения различных изделий из термопластов ( пленок, листов, труб, лент, профилей и др.). Обычно при сварке этим способом присадочный материал не применяется.
Для нагрева соединяемых поверхностей используются металлические инструменты различной формы, а нагрев может осуществляться путем непосредственного соприкосновения с соединяемыми поверхностями (прямой нагрев, применяется в основном для сварки толстостенных изделий) или подводом тепла с внешней стороны через всю толщину детали( косвенный нагрев, используется для сварки пленок и тонких листов). Нагретые детали спрессовывают, а затем охлаждают.
При подводке тепла с внешней стороны изделий нагревательный инструменты одновременно служат и для спрессовывания соединяемых деталей. Нагрев изделий может быть односторонним или двусторонним. Последний применяется только в тех случаях, кода конструкция свариваемого изделия позволяет подводить нагреватели с двух сторон[1, стр.35]
А) Сварка встык
Положение шва при сварке: любые пространственные положения.
Изделия: толщина s>2мм, ручная сварка, трубы, профили, панели, слитки, фасонные детали.

Рис. 5. Последовательность процессов стыковой сварки нагретым инструментом:
а- исходное положение изделий и нагревательного инструмента; б- оплавление свариваемых поверхностей; в- готовое сварное соединение; 1- свариваемые детали; 2- электронагревательный инструмент
Материал: твердый суспензионный, ударно-вязкий, мягкий поливинилхлорид, твердый полиэтилен, полипропилен, полиамиды.
Общая продолжительность сварки: t>60с.
Источник нагрева: электрический ток (нагрев электросопротивлением) или пламя горячего газа (пропан). Сварочные материалы, регуляторы температуры, теплообменники.
Б) Сварка враструб, сварка в выточку
В любых пространственных положениях
Изделия: толщина s>2мм, ручная сварка враструб, трубы D<50мм, машинная сварка враструб, сварка в выточку труб, панелей, фасонных деталей.
Материал: твердый, мягкий полиэтилен, полипропилен.
Источник нагрева: электрический ток (нагрев электросопротивлением) или пламя горючего газа (пропан).
Сварочные аппараты, машины и принадлежности: Нагревающий элемент с инструментами для формирования шва (сварочный дорн или сварочная линза).
В) сварка тавровых и угловых соединений
Положение шва при сварке: нижнее
Изделия: толщина 2-10мм, панели.
Материал: твердый, мягкий полиэтилен, полипропилен.
Продолжительность сварки 60с.
Источник нагрева: электрический ток (нагрев электросопротивлением)
Сварка выполняется без присадочных материалов.
Г) сварка нагретой проволокой
Положение шва при сварке: любые пространственные положения
Изделия: толщина s>1,5мм, панели, трубы.
Материал: твердый, мягкий полиэтилен, полипропилен, полиметилакрилат.
Продолжительность сварки: t>30с
Источник нагрева: электрический ток (нагрев электросопротивлением)
Сварочный аппарат: регулировочный трансформатор или регулировочный выпрямитель (при отсутствии регулировочного трансформатора)
Д) сварка нагретым клином
Изделие: толщина 0,5-10,0мм (ручная сварка), толщина 0,1-2,0мм (машинная сварка), фольга, гидроизоляционный материал, ткани с покрытием, панели.Материал: мягкий поливинилхлорид, мягкий, твердый полиэтилен, полипропилен, полиамиды.
Источник питания: электрический ток (нагрев электросопротивлением)
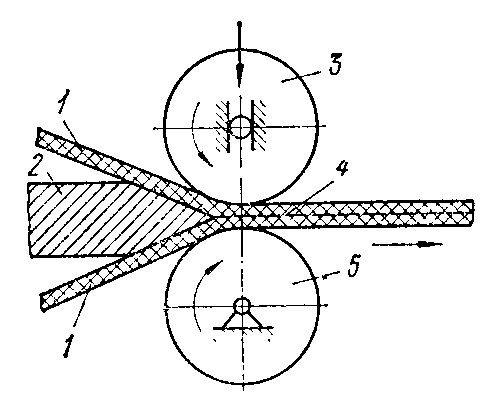
Рис. 6. Схема сварки нагретым клином нахлесточных соединений пленок:1- свариваемые пленки; 2– клиновидный нагревательный элемент; 3- прижимной ролик; 4- сварной шов; 5- транспортирующий ролик
Е) сварка термоимпульсом

Рис. 7. Схема термоимпульсной сварки полимерных пленок:
1- пленки; 2- нагреватель; 3- тепло и электроизоляция; 4- антиадгезионная прокладка; 5- подвижная губка; 6- эластичная подложка; 7- неподвижная губка; 8- сварной шов
Изделия: толщина 0,01-0,2мм (односторонний импульс), толщина 0,01-0,4(0,5) (двусторонний импульс), фольга, тонкая бумага, алюминиевая фольга с покрытием, оклеечная бумага.
Материал: твердый, мягкий полиэтилен, полипропилен, твердый суспензионный поливинилхлорид.
Источник нагрева: электрический ток (нагрев электросопротивлением).
Сварочные аппараты: ручные и механические устройства для сварки термоимпульсом.
Ж) сварка контактно-тепловая прессованием
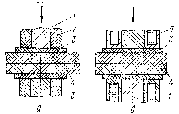
Рис. 8. Схема прессовой сварки с нагревательным инструментом без охлаждения (а) и с охлаждением (б) боковых зон шва:
1- нагреватель; 2-теплоизоляционная пластина; 3- разделительная прокладка; 4-свариваемые изделия; 5- охлаждаемый элемент
Изделия: толщина 0,01-0,2мм (односторонний нагрев), толщина 0,01-0,4мм (двусторонний нагрев), фольга, тонкая бумага и алюминиевая фольга с покрытием, оклеечный материал.
Материал: твердый, мягкий полиэтилен, полипропилен, оклеечный материал из различных пластмасс.
Источник нагрева: электрический ток (нагрев электросопротивлением)
Сварочные аппараты: Разделительная фольга из политетрафторэтилена, разделительная ткань с покрытие из политетрафторэтилена или силикокаучука (толщ. 0,13-0,15).
З) сварка ленточная
Применение нагревательного инструмента в форме лент дает возможность охлаждать свариваемое изделие в процессе сварки перед снятием давления, для этого последняя зона, через которую проходит материал, снабжается охлаждающим устройством. Что значительно повышает качество и производительность сварочных работ.
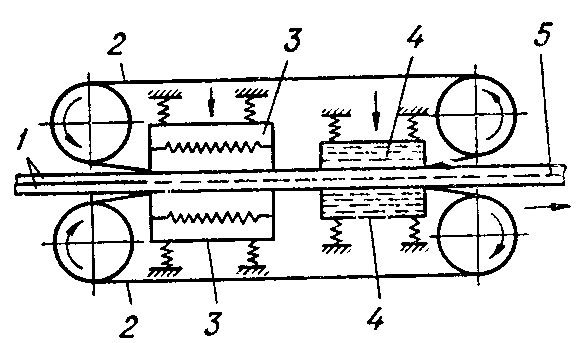
Рис. 9. Схема ленточной сварки полимерных пленок с двусторонним подогревом:
1- свариваемые пленки; 2- стальная лента; 3- нагреватель; 4- охлаждающее устройство; 5- сварной шов
И) роликовая сварка
Роликовая сварка
применяется для соединения полимерных
пленок при необходимости получения
непрерывного шва значительной
протяженности.[2]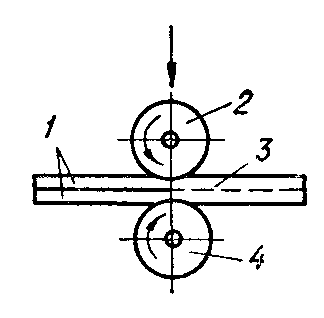
Рис. 10. Схема роликовой сварки с односторонним нагревом:
1- свариваемые пленки; 2- прижимной ролик; 3- сварной шов; 4- нагретый ролик
Сварка нагретым инструментом — Энциклопедия по машиностроению XXL
из «Сварка пластмасс »
Первый патент на сварку термопластических материалов нагретым инструментом был выдан в Швейцарии в 1933 г. (швейцарский патент 161620). В патенте описывалось соединение термопластических пленок (в частности, целлюлозно-ацетатных) с помощью нагревания и давления. [c.82]Впервые сварка труб в стык с помощью нагретого инструмента явилась результатом работ немецкого специалиста Хеннинга и была осуществлена в Германии в 1942 г. Известно, что в период второй мировой войны путем сварки нагретым инструментом в Германии производилось соединение труб больших диаметров. Кроме того, усовершенствование в период войны аппарата Пфаффа для шовной сварки позволило осуществлять сварку листов поливинилхлорида путем размягчения краев нагретым лезвием и последующим сжатием их прокаткой роликами. Этот процесс широко применялся в Германии для изготовления изделий из пластифицированного поливинилхлорида [17]. [c.82]
Сварка нагретым инструментом листов и соединение нагреванием пленок в сущности одинаковы. В обоих процессах для доведения пластмасс до температуры сплавления используется нагретый инструмент. Для того чтобы нагреть поверхности соединяемых пластмассовых материалов, они контактируются с нагретой металлической пластинкой или другим инструментом и выдерживаются в таком положении до тех пор, пока полностью не расплавятся. Как только соединяемые поверхности материала достаточно размягчатся, их удаляют с нагревательных пластин (иногда удаляют нагреватель), свариваемый материал быстро соединяют, плотно зажимают в требуемом положении и выдерживают до тех пор, пока расплавившийся материал не охладится и не образует прочное соединение. [c.82]
Давление на размягченные края листов, соединенных методом сварки нагретым инструментом, способствует образованию валика. Затем заготовка охлаждается и если сваренный материал предназначается для использования без последующего формования, то валик удаляется путем зашлифовки, а весь сваренный участок полируется. Однако, если сваренный лист должен повторно нагреваться для последующего формования, валик не зашлифовывается, так как зашлифовка валика может привести при повторном нагревании листа к образованию на месте валика вмятины. Очертания валика можно сгладить, если после сварки зажать соединение между жесткими пластинами. [c.83]
Металлические поверхности, применяемые при рассматриваемом способе сварки, могут нагреваться несколькими способами. Поверхность может быть нагрета электричеством (что наиболее распространено), паяльной лампой или горячим паром. Требуемые температуры нагрева обычно высоки и источником напряжения для нагрева металлических поверхностей может быть использована вторичная обмотка трансформатора. [c.84]
Напряжение и ток, необходимые для получения требуемой температуры, зависят от размера и формы нагревающей поверхности, которые в свою очередь зависят от размеров и формы свариваемых соединений. Так, например, в типичном случае нагреваемая поверхность размерами 762 х 51 мм, толщиной 1,52 мм нагревается электрическим током до 348,8° от мощного трансформатора, имеющего напряжение 220 в на первичной обмотке и 3 е при токе 450 а на вторичной обмотке. Необходимо тщательное регулирование температуры нагрева поверхности, используемой для разогревания свариваемых деталей, в связи с чем для регулирования напряжения, подаваемого на мощный трансформатор, следует применять различные автотрансформаторы. Кроме того, чтобы постоянно контролировать температуру нагревающей пластины, к ней должен быть подсоединен пирометр. [c.84]
Помимо описанного выше метода, торцовая сварка полиэтиленовых труб может быть осуществлена с помощью нагревательного элемента, изготовленного из проволоки, имеющей высокое электрическое сопротивление. Следует заметить, что концы труб при их нагревании должны закрепляться как можно ближе к нагревателю, однако непосредственно не соприкасаться с ним. Температура нагревательной пластины должна постоянно поддерживаться достаточно высокой для быстрого размягчения материала, однако не следует допускать ее перегрева. Для предотвращения прилипания термопластов к нагретой металлической поверхности были опробованы различные смазки такие, как стеараты металлов, различные сорта воска и смазочных масел. Хотя такие смазки и эффективны для предохранения от прилипания пластмассы к поверхности, шов обычно бывает ослаблен за счет присутствия в нем упомянутых смазок, вследствие чего их широкое применение не рекомендуется. [c.86]
Помимо оборудования, необходимого для нагревания и сварки пластмасс, требуется также и вспомогательное оборудование. В состав такого оборудования входят шкафы для предварительного подогрева, машины для формования труб, специальное сварочное оборудование для выполнения швов большой длины, генераторы электрического тока, ленточные пилы, шлифовальные круги, малогабаритные нагревательные шкафы для подогрева инструмента, гибочные прессы, пилы для угловой распиловки материала и верстаки к ним, а также различные зажимные приспособления и всевозможное вспомогательное оборудование. На фиг. 48 представлена схема типового цеха сварки пластмасс нагретым инструментом. [c.86]
Наиболее подходящими температурами для сварки нагретым инструментом являются температуры от 204,4 до 343,3°. Выбор температуры, требующейся для сварки какой-либо определенной пластмассы, может быть сделан путем определения, при какой температуре происходит полное сплавление свариваемых поверхностей пластмассы в течение 10 сек. [c.86]
При сварке с помощью горячей пластины пластмассы саран, напротив, нагревательная поверхность должна быть отполирована и покрыта никелем для того, чтобы предотвратить коррозию металла плиты в результате разложения прилипшей к ней смолы. Для сварки поливинилхлорида нагревательная поверхность также должна быть покрыта каким-либо предохраняющим металлом. Хорошие результаты дает, например, покрытие толстым слоем никеля. Температура нагревающей плиты при сварке пластмассы саран должна быть не ниже 260° это необходимо для быстрой сварки шва без нарушения структуры материала. Время, требующееся для расплавления, колеблется в различных пределах, однако соприкосновение свариваемых поверхностей приблизительно в течение 10 сек. дает наилучшие результаты. Для получения хороших результатов давление на свариваемые поверхности в процессе их сплавления должно быть в пределах 0,42—0,56 кПсм . [c.87]
При сварке акриловых смол максимальной является температура сварки порядка 315,5—348,8°. Если температуры будут значительно ниже указанных, прочность сварных швов будет значительно ниже прочности основного материала. Повышение температуры выше указанного предела приводит к подгоранию полимера. [c.87]
Для сварки различных пластмасс методом нагревания важно точно установить момент достаточного нагрева. Так, при сварке метилметакрилата материал необходимо удалить от нагревательной плиты сразу же, как только появляется густой дым. При соединении двух свариваемых поверхностей необходимо, чтобы из промежутка между ними выделилось как можно больше расплавленного материала. Это необходимо для того, чтобы удалить из зоны шва посторонние примеси и газовые пузырьки. Швы хорошо выполнены, если искажение незначительно и линия в том месте, где произошла сварка материала, слабо заметна. При сварке акриловых смол происходит их частичная деполимеризация в жидкий мономер, что в достаточной степени размягчает поверхность и обеспечивает хороший контакт свариваемых поверхностей в месте их соединений. Для всех видов сварки нагретым инструментом требуется обеспечивать точное совпадение свариваемых поверхностей, для чего необходимо соблюдать их точное фиксирование с помощью регулируемых при установке направляющих реек или специальных столов. [c.87]
Накопленный к настоящему времени хотя и небольшой опыт показывает, что полипропилен можно также сваривать, применяя почти те же температуры и то же давление, которые необходимы для сварки нагреванием линейного полиэтилена. При соблюдении требуемых параметров режима сварки полипропилена нагретым инструментом удается получить соединения высокой прочности. [c.87]
Нагревательная пластина должна быть несколько шире, чем толщина свариваемых листов. Если пластина нагревается недостаточно, то произойдет неполное сплавление поверхностей и, следовательно, образуется непрочная связь. Рекомендуется часто производить проверку температуры нагревательной пластины или плиты. В тех случаях, когда производится сварка листов больших размеров, для создания достаточного давления рекомендуется применять ручные винтовые зажимы. Чтобы нагревательная пластина не загрязнялась, ее необходимо очищать после каждого применения. [c.88]
Листы пластмассы, сваренные нагретым инструментом, широко применяются для изготовления различного оборудования, трубопроводов прямоугольного и круглого сечения, и в особенности для оборудования и трубопроводов из линейного полиэтилена. [c.88]
Сварка нагретым инструментом применима для пластмассовых труб всех размеров. При сварке труб диаметром более 50,8 мм желательно применять какой-либо вид тисков или опор, чтобы сохранить ровное положение трубы во время сварки. [c.88]
Для сварки труб из линейного полиэтилена и из пластмассы саран разработано несколько методов. Тип соединения обычно выбирается в зависимости от специфических условий работы установки. Имеется несколько типов специальных зажимных приспособлений для сварки целого трубопровода. Концы соединяемых труб должны иметь ровные срезы, чтобы избежать возможных дефектов в результате внутреннего оплавления. После того как концы труб подготовлены, они нагреваются путем непосредственного контакта их с нагретым инструментом или выдерживанием в течение некоторого времени на определенном расстоянии от поверхности, нагретой до высокой температуры. В последнем случае между концом трубы и горячей поверхностью следует сохранить промежуток от 1,58 до 3,17 мм величина этого промежутка должна быть строго постоянной. [c.89]
При стыковой сварке труб из линейного полиэтилена концы труб подготовляются к сварке путем их ровной обрезки без скоса, так как наличие скоса обычно ослабляет соединение. Концы свариваемой трубы подносятся к нагретой до 482° металлической пластине на расстояние 3,2 мм. [c.89]
Вернуться к основной статье
Сварка пластмасс нагретыми инструментами
Метод сварки нагретыми инструментами (см. табл. 24) имеет несколько способов, которые отличаются оснасткой и схемой нагрева. Чтобы разогретые поверхности при сварке горячим лезвием меньше охлаждались, время с момента удаления нагревателя до сдавливания поверхностей должно быть минимальным.
Эластичные материалы сваривают горячим паяльником. Так же можно сваривать тонкие листы из жесткого материала или приваривать накладки толщиной до 5 мм к материалу с большой толщиной. Однако в некоторых случаях (при сварке полистирола, винипласта, полиэтилена) из-за прилипания материала к разогретому инструменту сварка может быть затруднена.
Этот способ используют при сварке пленочного материала. Устройство для сварки снабжено обжимающими роликами, которые располагают сверху и снизу свариваемых пленок.
Пленочные материалы сваривают с помощью горячего инструмента типа роликов, ленты, утюга и т. п. При этом нагретый инструмент в отличие от горячего лезвия перемещают поверхности нахлестки и сдавливают пленку. Режим сварки следует строго соблюдать, так как пленка может перегреться в результате чего пластические свойстве сварных соединений резко снизятся. Данный метод осуществляют как вручную, так и полуавтоматически.
Для полуавтоматической сварки прямолинейных нахлесточных швов из полиэтиленовой пленки толщиной 25—100 мкм разработана машина МСП-1, позволяющая сваривать через прокладку из целлофана или фторопласта. Сварочная головка состоит из четырех сварочных роликов, закрепленных попарно и нагреваемых электрической спиралью из нихрома. На роликах вращается лента, которая передает теплоту через целлофан или фторопласт полиэтиленовой пленке. Постоянный температурный режим поддерживается автоматически. Машина установлена на подвесные направляющие и движется вдоль конфекционного стола по свариваемому материалу.
Машина МСП-4 для полуавтоматической сварки изделий из фторопластовых пленок толщиной до 500 мкм позволяет сваривать прямолинейные и криволинейные нахлесточные швы с большим радиусом кривизны при непосредственном контакте пленки с лентами, которые получают теплоту от нагревательного элемента. Материал подается этими же лентами.
Термоимпульсная сварка пленочного материала характерна тем, что материал нагревается до температуры сварки практически мгновенно в результате пропускания через нагревающие элементы импульса тока большой силы. Формы нагревательных элементов могут быть самые разнообразные: точечные, полосовые, фигурные. Сварка позволяет при точной дозировке теплоты избежать перегрева пленочных пластмасс в месте сварки. Для термоимпульсной сварки разработано и выпущено несколько конструкций полуавтоматов.
При сварке прессованием теплота передается к месту сварки через поверхности зажимных прессов. Пресс для стыковой сварки позволяет применять весьма большие давления при опрессовке, осуществлять локальный нагрев и всестороннее сжатие размягченной зоны; поэтому этот способ получил название «прессование в закрытом приспособлении». Этим способом сваривают встык листы, стержни, полосы, пластины.
При сварке жестких пластмасс относительно большой толщины необходимо учитывать, что в процессе разогрева материала больших сечений, например при сварке нагревательными элементами внахлестку и «на ус», а также при сварке паяльником заготовок разной толщины, трудно избежать деформации сваренной заготовки с большой длиной шва вследствие усадки материала при охлаждении. Если изготовление детали связано с разогревом материала выше точки размягчения, желательно сварку привести до ее разогрева, так как при такой термообработке в наибольшей степени снимаются внутренние напряжения и деформации. Желательно даже для уменьшения внутренних напряжений применять отжиг при температурах на 25—30° С (298—303 К) ниже температуры размягчения данного материала.
Метод сварки нагревательными элементами обеспечивает высокую прочность соединений и достаточную производительность. Этим методом можно сваривать пластмассы, которые не могут быть сварены т. в. ч. (фторо- пласт-4, полиэтилен, полистирол и др.). Можно сваривать угловые, стыковые и тавровые соединения. При сварке органического стекла в месте соединения сохраняется прозрачность. Метод сварки нагревательными элементами более приемлем для стыковых соединений и сварки внахлестку листовых конструкций незначительной толщины и пленок со швами большой протяженности.
Сварка нагретым инструментом
Сварка пластмасс нагретыми инструментами
Метод сварки нагретыми инструментами (см. табл. 24) имеет несколько способов, которые отличаются оснасткой и схемой нагрева. Чтобы разогретые поверхности при сварке горячим лезвием меньше охлаждались, время с момента удаления нагревателя до сдавливания поверхностей должно быть минимальным.
Эластичные материалы сваривают горячим паяльником. Так же можно сваривать тонкие листы из жесткого материала или приваривать накладки толщиной до 5 мм к материалу с большой толщиной. Однако в некоторых случаях (при сварке полистирола, винипласта, полиэтилена) из-за прилипания материала к разогретому инструменту сварка может быть затруднена.
Этот способ используют при сварке пленочного материала. Устройство для сварки снабжено обжимающими роликами, которые располагают сверху и снизу свариваемых пленок.
Пленочные материалы сваривают с помощью горячего инструмента типа роликов, ленты, утюга и т. п. При этом нагретый инструмент в отличие от горячего лезвия перемещают поверхности нахлестки и сдавливают пленку. Режим сварки следует строго соблюдать, так как пленка может перегреться в результате чего пластические свойстве сварных соединений резко снизятся. Данный метод осуществляют как вручную, так и полуавтоматически.
Для полуавтоматической сварки прямолинейных нахлесточных швов из полиэтиленовой пленки толщиной 25—100 мкм разработана машина МСП-1, позволяющая сваривать через прокладку из целлофана или фторопласта. Сварочная головка состоит из четырех сварочных роликов, закрепленных попарно и нагреваемых электрической спиралью из нихрома. На роликах вращается лента, которая передает теплоту через целлофан или фторопласт полиэтиленовой пленке. Постоянный температурный режим поддерживается автоматически. Машина установлена на подвесные направляющие и движется вдоль конфекционного стола по свариваемому материалу.
Машина МСП-4 для полуавтоматической сварки изделий из фторопластовых пленок толщиной до 500 мкм позволяет сваривать прямолинейные и криволинейные нахлесточные швы с большим радиусом кривизны при непосредственном контакте пленки с лентами, которые получают теплоту от нагревательного элемента. Материал подается этими же лентами.
Термоимпульсная сварка пленочного материала характерна тем, что материал нагревается до температуры сварки практически мгновенно в результате пропускания через нагревающие элементы импульса тока большой силы. Формы нагревательных элементов могут быть самые разнообразные: точечные, полосовые, фигурные. Сварка позволяет при точной дозировке теплоты избежать перегрева пленочных пластмасс в месте сварки. Для термоимпульсной сварки разработано и выпущено несколько конструкций полуавтоматов.
При сварке прессованием теплота передается к месту сварки через поверхности зажимных прессов. Пресс для стыковой сварки позволяет применять весьма большие давления при опрессовке, осуществлять локальный нагрев и всестороннее сжатие размягченной зоны; поэтому этот способ получил название «прессование в закрытом приспособлении». Этим способом сваривают встык листы, стержни, полосы, пластины.
При сварке жестких пластмасс относительно большой толщины необходимо учитывать, что в процессе разогрева материала больших сечений, например при сварке нагревательными элементами внахлестку и «на ус», а также при сварке паяльником заготовок разной толщины, трудно избежать деформации сваренной заготовки с большой длиной шва вследствие усадки материала при охлаждении. Если изготовление детали связано с разогревом материала выше точки размягчения, желательно сварку привести до ее разогрева, так как при такой термообработке в наибольшей степени снимаются внутренние напряжения и деформации. Желательно даже для уменьшения внутренних напряжений применять отжиг при температурах на 25—30° С (298—303 К) ниже температуры размягчения данного материала.
Метод сварки нагревательными элементами обеспечивает высокую прочность соединений и достаточную производительность. Этим методом можно сваривать пластмассы, которые не могут быть сварены т. в. ч. (фторо- пласт-4, полиэтилен, полистирол и др.). Можно сваривать угловые, стыковые и тавровые соединения. При сварке органического стекла в месте соединения сохраняется прозрачность. Метод сварки нагревательными элементами более приемлем для стыковых соединений и сварки внахлестку листовых конструкций незначительной толщины и пленок со швами большой протяженности.
www.prosvarky.ru
2. Сварка нагретым инструментом
Сварка нагретым инструментом является наиболее универсальной для соединения различных изделий из термопластов ( пленок, листов, труб, лент, профилей и др.). Обычно при сварке этим способом присадочный материал не применяется.
Для нагрева соединяемых поверхностей используются металлические инструменты различной формы, а нагрев может осуществляться путем непосредственного соприкосновения с соединяемыми поверхностями (прямой нагрев, применяется в основном для сварки толстостенных изделий) или подводом тепла с внешней стороны через всю толщину детали( косвенный нагрев, используется для сварки пленок и тонких листов). Нагретые детали спрессовывают, а затем охлаждают.
При подводке тепла с внешней стороны изделий нагревательный инструменты одновременно служат и для спрессовывания соединяемых деталей. Нагрев изделий может быть односторонним или двусторонним. Последний применяется только в тех случаях, кода конструкция свариваемого изделия позволяет подводить нагреватели с двух сторон[1, стр.35]
А) Сварка встык
Положение шва при сварке: любые пространственные положения.
Изделия: толщина s>2мм, ручная сварка, трубы, профили, панели, слитки, фасонные детали.
Рис. 5. Последовательность процессов стыковой сварки нагретым инструментом:
а- исходное положение изделий и нагревательного инструмента; б- оплавление свариваемых поверхностей; в- готовое сварное соединение; 1- свариваемые детали; 2- электронагревательный инструмент
Материал: твердый суспензионный, ударно-вязкий, мягкий поливинилхлорид, твердый полиэтилен, полипропилен, полиамиды.
Общая продолжительность сварки: t>60с.
Источник нагрева: электрический ток (нагрев электросопротивлением) или пламя горячего газа (пропан). Сварочные материалы, регуляторы температуры, теплообменники.
Б) Сварка враструб, сварка в выточку
В любых пространственных положениях
Изделия: толщина s>2мм, ручная сварка враструб, трубы D1,5мм, панели, трубы.
Материал: твердый, мягкий полиэтилен, полипропилен, полиметилакрилат.
Продолжительность сварки: t>30с
Источник нагрева: электрический ток (нагрев электросопротивлением)
Сварочный аппарат: регулировочный трансформатор или регулировочный выпрямитель (при отсутствии регулировочного трансформатора)
Д) сварка нагретым клином
Изделие: толщина 0,5-10,0мм (ручная сварка), толщина 0,1-2,0мм (машинная сварка), фольга, гидроизоляционный материал, ткани с покрытием, панели.
Материал: мягкий поливинилхлорид, мягкий, твердый полиэтилен, полипропилен, полиамиды.
Источник питания: электрический ток (нагрев электросопротивлением)
Рис. 6. Схема сварки нагретым клином нахлесточных соединений пленок:1- свариваемые пленки; 2– клиновидный нагревательный элемент; 3- прижимной ролик; 4- сварной шов; 5- транспортирующий ролик
Е) сварка термоимпульсом
Рис. 7. Схема термоимпульсной сварки полимерных пленок:
1- пленки; 2- нагреватель; 3- тепло и электроизоляция; 4- антиадгезионная прокладка; 5- подвижная губка; 6- эластичная подложка; 7- неподвижная губка; 8- сварной шов
Изделия: толщина 0,01-0,2мм (односторонний импульс), толщина 0,01-0,4(0,5) (двусторонний импульс), фольга, тонкая бумага, алюминиевая фольга с покрытием, оклеечная бумага.
Материал: твердый, мягкий полиэтилен, полипропилен, твердый суспензионный поливинилхлорид.
Источник нагрева: электрический ток (нагрев электросопротивлением).
Сварочные аппараты: ручные и механические устройства для сварки термоимпульсом.
Ж) сварка контактно-тепловая прессованием
Рис. 8. Схема прессовой сварки с нагревательным инструментом без охлаждения (а) и с охлаждением (б) боковых зон шва:
1- нагреватель; 2-т
Сварка нагретым инструментом — это… Что такое Сварка нагретым инструментом?
- Сварка нагретым инструментом
5.
Сварка нагретым инструментом
Сварка контактная тепловая, при которой нагрев соединяемых деталей осуществляется за счет контакта с нагретым инструментом.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Сварка на спуск
- сварка нагретым клином
Смотреть что такое «Сварка нагретым инструментом» в других словарях:
сварка нагретым инструментом встык — Способ получения неразъемных соединений полиэтиленовых труб, при котором трубы соединяются между собой оплавленными торцами. Примечание Оплавление торцов происходит в результате их предварительного контакта с нагревательным инструментом,… … Справочник технического переводчика
ГОСТ Р ИСО 12176-1-2011: Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык — Терминология ГОСТ Р ИСО 12176 1 2011: Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык оригинал документа: 3.4 динамическое сопротивление: Сила трения во время движения.… … Словарь-справочник терминов нормативно-технической документации
сварка нагретым элементом — Сварка давлением, при которой нагрев заготовки в области соединения осуществляется нагревательным инструментом. Примечание Нагрев может быть постоянным или импульсным. Сварку выполняют с приложением силы без добавления присадочного материала.… … Справочник технического переводчика
сварка нагретым элементом — 4.1.1.1 сварка нагретым элементом: Сварка давлением, при которой нагрев заготовки в области соединения осуществляется нагревательным инструментом. Примечание Нагрев может быть постоянным или импульсным. Сварку выполняют с приложением силы без… … Словарь-справочник терминов нормативно-технической документации
Сварка — 1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
СВАРКА — полимерных материалов, метод получения неразъемного (сварного) соединения деталей и элементов конструкции. При С. (в отличие от склеивания) зазор между соединяемыми пов стями заполняется материалом свариваемых деталей, иногда с применением… … Химическая энциклопедия
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
Контактная тепловая сварка — 2. Контактная тепловая сварка Способ сварки, при котором нагрев соединяемых деталей осуществляется за счет контакта с заранее нагретым или нагреваемым в процессе сварки инструментом. Источник: ВСН 003 88: Строительство и проектирование… … Словарь-справочник терминов нормативно-технической документации
ВСН 003-88: Строительство и проектирование трубопроводов из пластмассовых труб — Терминология ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб: 17. Автоматическая сварка Сварка, при которой управление ходом технологического процесса осуществляется автоматически. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
Центратор — 65. Центратор Узел разъемного оптического соединителя, предназначенный для центрирования оптических наконечников или оптического волокна Источник: ГОСТ 26599 85: Системы передачи волоконно оптические. Термины и определения … Словарь-справочник терминов нормативно-технической документации
сварка нагретым инструментом — со всех языков на русский
См. также в других словарях:
Сварка нагретым инструментом — 5. Сварка нагретым инструментом Сварка контактная тепловая, при которой нагрев соединяемых деталей осуществляется за счет контакта с нагретым инструментом. Источник: ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб … Словарь-справочник терминов нормативно-технической документации
сварка нагретым инструментом встык — Способ получения неразъемных соединений полиэтиленовых труб, при котором трубы соединяются между собой оплавленными торцами. Примечание Оплавление торцов происходит в результате их предварительного контакта с нагревательным инструментом,… … Справочник технического переводчика
ГОСТ Р ИСО 12176-1-2011: Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык — Терминология ГОСТ Р ИСО 12176 1 2011: Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык оригинал документа: 3.4 динамическое сопротивление: Сила трения во время движения.… … Словарь-справочник терминов нормативно-технической документации
сварка нагретым элементом — Сварка давлением, при которой нагрев заготовки в области соединения осуществляется нагревательным инструментом. Примечание Нагрев может быть постоянным или импульсным. Сварку выполняют с приложением силы без добавления присадочного материала.… … Справочник технического переводчика
сварка нагретым элементом — 4.1.1.1 сварка нагретым элементом: Сварка давлением, при которой нагрев заготовки в области соединения осуществляется нагревательным инструментом. Примечание Нагрев может быть постоянным или импульсным. Сварку выполняют с приложением силы без… … Словарь-справочник терминов нормативно-технической документации
Сварка — 1. Сварка Получение неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий … Словарь-справочник терминов нормативно-технической документации
СВАРКА — полимерных материалов, метод получения неразъемного (сварного) соединения деталей и элементов конструкции. При С. (в отличие от склеивания) зазор между соединяемыми пов стями заполняется материалом свариваемых деталей, иногда с применением… … Химическая энциклопедия
ГОСТ Р ИСО 857-1-2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения — Терминология ГОСТ Р ИСО 857 1 2009: Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения оригинал документа: 6.4 автоматическая сварка: Сварка, при которой все операции механизированы (см. таблицу 1).… … Словарь-справочник терминов нормативно-технической документации
Контактная тепловая сварка — 2. Контактная тепловая сварка Способ сварки, при котором нагрев соединяемых деталей осуществляется за счет контакта с заранее нагретым или нагреваемым в процессе сварки инструментом. Источник: ВСН 003 88: Строительство и проектирование… … Словарь-справочник терминов нормативно-технической документации
ВСН 003-88: Строительство и проектирование трубопроводов из пластмассовых труб — Терминология ВСН 003 88: Строительство и проектирование трубопроводов из пластмассовых труб: 17. Автоматическая сварка Сварка, при которой управление ходом технологического процесса осуществляется автоматически. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
Центратор — 65. Центратор Узел разъемного оптического соединителя, предназначенный для центрирования оптических наконечников или оптического волокна Источник: ГОСТ 26599 85: Системы передачи волоконно оптические. Термины и определения … Словарь-справочник терминов нормативно-технической документации
Сварочная таблица для полиэтиленовых труб. Технология сварки нагретым инструментом полиэтиленовых труб
9 Выбор оборудования для сварки встык
Очень важно понять, что производители сварочного оборудования – не разработчики технологии стыковой сварки.
Качество стыкового сварного соединения зависит от качества свариваемых труб и/или фитингов (на это есть свои нормативы) и строгого выполнения выбранной технологии сварки. Практика показывает, что низкое качество сварки чаще имеет причины, не связанные со сварочным оборудованием. Например:
- неграмотный и/или безалаберный персонал;
- много проблем в последнее время связано с новыми нестекающими марками полиэтилена с низким ПТР (применяются для производства труб большого диаметра с большой толщиной стенки) – проверенные и узаконенные сварочные технологии с ними плохо работают, во всяком случае, процедуры сварки при низком давлении.
Возлагать полную ответственность за качество сварного соединения на сварочную машину некорректно. Задача сварочной машины хоть и весьма нетривиальная, но всё-таки ограниченная: ее технические характеристики должны позволять оператору тщательно выполнить подготовку к сварке и собственно процедуру сварки . Чтобы облегчить понимание этой задачи производителям оборудования, подробные формализованные требования к машинам стыковой сварки сведены в отдельные стандарты, на разный лад описывающие одни и те же требования: DVS 2208-1, ISO 12176-1, ГОСТ Р ИСО 12176-1 и пр.
Существует и другая крайность в оценке качества сварочных машин. Мол, низкое качество дешевых сварочных машин касается только малого срока эксплуатации — просто раньше развалится. И за такие деньги не жалко, закопаем в конце траншеи вместе с трубой. Это самое опасное заблуждение! Цена сварочной машины косвенно отражает степень стремления производителя выполнить требования вышеуказанных стандартов. Бюджетный сварочный аппарат не позволит оператору выполнить требования сварочной процедуры. И хуже всего то, что в большинстве случаев оператор об этом даже знать не будет, пока эту самую траншею не придется раскапывать для ремонта трубопровода. А уж кого в этом случае назначат стрелочником — большой вопрос!
К сожалению, наличие сертификата соответствия аппарата требованиям ГОСТ в нашей стране не является свидетельством этого соответствия. Для тех, кто готов вникнуть, забетонировать свои тылы и спать спокойно, ниже приводим требования стандартов к техническим характеристикам машин стыковой сварки. К характеристикам, влияющим на возможность или невозможность соблюдения параметров сварочной процедуры. При этом опускаем общие слова о безопасности, надежности, работоспособности и удобстве.
Рекомендуем проверять эти технические характеристики не только при выборе нового сварочного аппарата, а хотя бы перед каждым новым сварочным объектом. Если характеристики уплыли, лучше отдайте аппарат на профилактику в сервис-центр.
9.1 Центратор
Как уже указывалось выше, функции центратора – обеспечение соосного крепления труб, исправление овальности труб, перемещение одной или обеих труб вдоль оси, обеспечение контролируемого усилия прижима торцов труб к нагревателю или друг к другу.
Общие требования к центратору описаны общими словами и довольно очевидны – должен зажимать трубу с предельными отклонениями размеров, не должен повреждать поверхность, должен быть защищен от коррозии.
Самое пристальное внимание необходимо обратить на требования, представленные в цифрах, с описанием методов испытаний и допустимых результатов:
Согласно ГОСТ, торцеватель должен удалять стружку наружу трубы для визуального контроля и должен иметь съемные ножи. Правила безопасности требуют, чтобы включение торцевателя было возможно только в его рабочем положении на центраторе, для этого устанавливают специальный микроконтакт.
Формальное требование (см. п.7.2. ГОСТ Р ИСО 12176-1) состоит в указании максимально допустимого зазора между торцами труб после торцовки.
Нечасто используемая, но очень полезная опция – защита электродвигателя торцевателя от превышения тока или от перегрева. Особенно полезно на больших торцевателях. В отсутствие такой защиты электродвигатель или редуктор часто умирает в результате бестолковых действий оператора, который не читает инструкцию и при торцовке создает давление, в разы превышающее необходимое. ГОСТ такую защиту