Климатик: кондиционеры, вентиляционное, водонагревательное и отопительное оборудование
Posted on
Содержание
Пайка скруток медных проводов горелкой
В статье мы рассмотрим как осуществляется пайка проводов в распределительной коробке: паяльником,своими руками, горелкой, пошаговая инструкция.
Преимущество пайки перед остальными способами соединений
Соединение проводников в распределительной коробке можно выполнять несколькими способами, однако только пайка и сварка дают монолитное соединение с минимальным переходным сопротивлением в месте контакта. Поскольку сварку проводов в домашних условиях без специальной аппаратуры выполнить затруднительно, то спаять провода может практически каждый желающий.
Чтобы правильно и аккуратно спаять провода, нужен примерно такой перечень инструментов:
Нож для зачистки изоляции;
Бокорезы;
Пассатижи или плоскогубцы;
Наждачная бумага;
Паяльник;
Припой;
Флюс.
Пайка проводов
Порядок работы при пайке проводников такой:
Снятие изоляции;
Зачистка проводов;
Облуживание;
Скрутка;
Пайка;
Изолирование.
Перед тем, как приступить к соединению проводов, нужно определиться с их длиной. Провода обрезаются таким образом, чтобы при пайке они находились снаружи распределительной коробки, а потом могли быть уложены желаемым образом. Нельзя укладывать провода в натяг. Лишний запас также неуместен в ограниченном пространстве.
Для снятия изоляции используется остро заточенный нож или специальный инструмент (Рисунок 1).
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
При работе ножом процесс снятия изоляции должен напоминать движения ножа при остругивании карандаша. Нельзя делать круговой надрез изоляции или подрезать ее бокорезами или пассатижами. Поперечная риска или царапина на проводе может послужить причиной обрыва. В крайнем случае, такая методика допускается только на многожильных проводах. Длина оголенного проводника для пайки должна составлять 1.5 – 3 см. Чем толще проводник, тем длиннее должна быть зачищенная часть. Ориентиром может служить количество витков при скручивании проводов. Их должно быть не менее 2-х.
Перед облуживанием поверхность жил нужно зачистить при помощи ножа или мелкозернистой наждачной бумаги от следов окисла. Зачистив провода, желательно сразу же их облудить, чтобы не образовалась пленка окисла на поверхности. На поверхности припоя окисел образуется рыхлый и не будет мешать последующей пайке, поэтому перерыв в работе после этапа облуживания не имеет ограничений по времени.
Облуженные проводники скручиваются вместе при помощи пассатижей или плоскогубцев. Скрутка должна состоять не меньше, чем из 2-х оборотов. Скрутка должна быть плотной, но не перетянутой, чтобы не отломались зачищенные концы. Идеальный вариант скрутки, когда в нее попадает часть провода с изоляцией. Торец скрутки должен быть ровный. При работе с толстыми проводами они часто на конце скрутки направлены в стороны, поэтому выступающие концы нужно обрезать. На рисунке ниже показаны различные способы скрутки проводов под пайку (Рисунок 2).
Скрученные провода спаивают при помощи паяльника таким образом, чтобы скрутка была равномерно со всех сторон покрыта слоем припоя без пропусков и наплывов. Качество спайки напрямую зависит от того, насколько хорошо были облужены зачищенные концы.
После того, как место спайки остынет, можно приступать к ее изоляции. Для этих целей применяется тканевая изоляция или специальные термостойкие пластиковые наконечники. Их длина должна быть такой, чтобы они частично заходили на изолированные участки проводов (Рисунок 3).
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Нельзя применять для изоляции обыкновенную ПВХ изоленту, поскольку при нагревании проводов, например, при превышении нагрузки, ПВХ легко плавится и это может привести к короткому замыканию внутри распределительной коробки.
Выбор мощности паяльника
Для качественной пайки нужен достаточно мощный паяльник, не менее 65 Вт. Медь является очень хорошим проводником тепла, поэтому эффективно отводит тепло от области пайки. Маломощный паяльник не успеет нагреть место скрутки до того, как начнет плавиться изоляция проводов, а недостаточный прогрев может привести к так называемой «холодной пайке». Слабо разогретый припой имеет низкую текучесть и не способен равномерно покрыть всю спаиваемую область. При застывании он будет иметь матовую, зернистую поверхность, низкую прочность. Спаянные таким образом проводники будут иметь высокое переходное сопротивление и, со временем, потеряют контакт между собой. Паяльник должен прогреть место спайки за время не более 1 минуты. Поверхность припоя после застывания должна быть гладкой и иметь равномерный блеск.
Тип припоя паяльника
Среди всего множества типов припоя, для пайки медных проводов можно использовать только некоторые. Таблица характеристик наиболее распространенных марок припоев
Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен
Сплав д Арсе
Олово — 6,9 Свинец — 45,1 Висмут — 45,3
79
–
Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей
ПОСВ-50 Сплав Розе
Олово — 25 Свинец — 25 Висмут — 50
94
–
Для пайки и лужения деталей, чувствительных к перегреву
ПОСВ-33
Олово — 33,4 Свинец — 33,3 Висмут — 33,3
130
–
Для пайки деталей из меди, латуни, константана с герметичным швом
ПОС-61 (третник)
Олово — 61 Свинец — 39
190
4,3
Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом
ПОС-61М
Олово — 61 Свинец — 37 Медь — 2
192
4,5
Для лужения и пайки тонких медных проводов и печатных проводников
ПОС-90
Олово — 90 Свинец — 10
220
4,9
Для лужения и пайки посуды для пищи и медицинских инструментов
ПОС-40
Олово — 40 Свинец — 60
238
3,8
Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали
ПОС-30
Олово — 30 Свинец — 70
266
3,2
Для лужения и пайки деталей из меди, ее сплавов и стали
Первые три марки припоя имеют очень низкую температуру плавления и невысокую прочность. Для пайки сильноточных цепей они не пригодны. Наоборот, последняя марка припоя слишком тугоплавка. Пайка таким припоем приведет к перегреву и плавлению изоляции. Наиболее часто применяются припои марок ПОС-40 и ПОС-61. Они стоят недорого и широко доступны. Большинство радиолюбителей используют в своей работе припой марки ПОС-61.
Защита места пайки от окисления. Флюс
Флюс служит для защиты места пайки от окисления кислородом воздуха и растворения тончайших пленок окислов на поверхности материала. Для пайки меди наиболее часто используются такие флюсы:
Таблица характеристик наиболее распространенных флюсов для пайки меди и ее сплавов
Самый простой и дешевый и беспроигрышный вариант – обыкновенная канифоль. Единственное затруднение при ее использовании, то, что она находится в твердом состоянии и требует навыков при нанесении на спаиваемые детали.
Гораздо удобнее в использовании спиртоканифоль. Она представляет собой раствор канифоли в этиловом спирте. И имеет вид густой желтоватой жидкости со своеобразным запахом. Удобство использования заключается в том, что на место пайки ее можно нанести кисточкой или обмакнуть в баночку с флюсом скрученные проводники.
Более широкие возможности имеет активированный флюс ЛТИ-120. При его применении нет необходимости в зачистке новых проводников. Зачищать нужно только такие, которые имеют темный цвет из-за окисления поверхности. Поскольку имеются определенные трудности в зачистке многожильных проводов, то применение активированного флюса приветствуется.
Все перечисленные флюсы не требуют смывки после окончания пайки, поскольку абсолютно нейтральны по отношению к материалу проводника.
Совет #1: Спиртоканифоль легко приготовить самостоятельно, растворив порошок канифоли в 96% этиловом спирте. Если канифоль сыпать в спирт равномерно тонкой струей при помешивании, то процесс растворения займет всего несколько минут. При отсутствии спирта в крайнем случае можно воспользоваться ацетоном. Пропорции для приготовления те же самые. Следует учитывать, что ацетон более летуч, поэтому испаряется значительно быстрее. К тому же он ядовит.
Технология пайки и лужения
Для того, чтобы спаять или облудить провода, их нужно расположить так, чтобы они располагались по возможности горизонтально и был доступ со всех сторон для жала паяльника. Вопреки многим рекомендациям, нельзя ставить скрутку вертикально, поскольку при пайке капли расплавленного припоя могут скатиться со скрутки и нарушить изоляцию в нижележащих проводниках.
Если вовремя не обнаружить и не удалить такую каплю, то она впоследствии, может вызвать короткое замыкание. Для лучшего контакта жала паяльника с проводом, конец жала должен быть плоским и хорошо облуженным. Окисленное жало имеет темный цвет, не держит припой и для пайки не годится. Зачистить жало можно с помощью мелкозернистого напильника. Зачищенный конец немедленно окунают во флюс и облуживают путем растирания капли припоя на поверхности деревянного брусочка (Рисунок 4).
Совет #2: Удобно совместить зачистку и облуживание на кусочке наждачной бумаги, заранее присыпав его порошком канифоли и небольшими кусочками припоя.
Хорошо залуженное жало должно быть блестящим, не иметь раковин. При плавке припоя он должен оставаться на конце жала в виде небольшой выпуклости (Рисунок 5).
Рисунок 5. Правильно облуженное жало паяльника.
Для облуживания провод нагревают паяльником и, одновременно, прикасаются к месту нагрева кусочком канифоли до ее плавления. Жидкий флюс наносят заблаговременно, до начала нагрева. Проводя жалом паяльника вдоль провода, равномерно покрывают его слоем припоя. Многожильные провода до скрутки не облуживают, поскольку потом скрутить их будет невозможно.
Облуженные провода скручивают между собой. Для пайки технология несколько отличается, поскольку тут требуется большее количество припоя. После нанесения флюса паяльником прогревают одновременно скрутку кончик прутка припоя. Расплавленную каплю равномерно распределяют по всей поверхности, следя, чтобы она была полностью покрыта слоем припоя. При необходимости процедуру повторяют. Здесь главное — не перегреть провода, чтобы не расплавилась изоляция. При спайке тонких проводов припой переносится на кончике жала. Многожильные провода требуют большого количество флюса, чтобы он мог заполнить все свободное пространство между жилами.
Пайка с помощью тигля и горелки
При больших объемах работ имеет смысл выполнять их при помощи тигля, который представляет собой полый металлический цилиндр с ручкой, заполненный расплавленным припоем. Тигель может выполняться как насадка на мощный паяльник или нагреваться при помощи газовой горелки (Рисунок 6).
Большой объем металла в тигле не позволяет ему быстро остывать, поэтому нагретым тиглем можно спаять последовательно несколько скруток. Основное достоинство такого способа пайки в том, что облуживание и спайка скрутки происходит практически мгновенно, когда покрытые флюсом проводники опускаются полностью в ванну с припоем.
Меры предосторожности во время пайки
При пайке, особенно при помощи тигля, нужно работать очень аккуратно, чтобы не получить ожог расплавленным припоем. Пары свинца ядовиты, поэтому при больших объемах работы нужно пользоваться респиратором.
Чего категорические нельзя делать!
Недопустимо для пайки проводов использовать кислотосодержащие активные флюсы, поскольку они требуют полного удаления после окончания работы. Остатки флюса агрессивно воздействуют на материал проводников и в самом скором времени провода будут окислены вплоть до полного разрушения. Особенно разрушительны для меди хлористый цинк или паяльная кислота.
В данной статье рассмотрю соединение медных проводов в распределительной коробке при электромонтаже посредством пайки.
Несмотря, что я перешёл на разъемы Ваго, которые существенно ускоряют монтаж электропроводки, всё же считаю, что соединение проводов пайкой лучше. Сейчас на меня набросятся приверженцы сварки. Но я спорить не буду, скажу только, что мне так удобнее, а электрические и механические свойства такого соединения ничуть не хуже сварки.
Кстати, знаете, что лет 50-70 назад радиоаппаратуру собирали посредством сварки. Это относилось к ламповым (других не было) телевизорам и радиоприемникам. А потом перешли на печатный монтаж, где используется пайка. Способ с пайкой требует более высокой технологической подготовки, но скорость и простота монтажа решают всё.
Итак, публикую несколько фото, иллюстрирующих пайку проводов в распределительной коробке. Постараюсь раскрыть все свои секреты такого электромонтажа. Надеюсь, мой опыт пригодится моим читателям. В основном, с этой целью я и пишу статьи на СамЭлектрике.
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.4.2). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка также не допускается, об этом говорится в ПУЭ там же. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
Пайка скрутки медных проводов
Начнём с того места, когда провода скручены в распределительной коробке.
1. Скрутка проводов в коробке
В левой коробке провода скручены в соответствии с электрической схемой электропроводки. В принципе, многие электрики на этом и останавливаются. И они на 90% правы, можно изолировать, такая проводка простоит 100 лет, больше нам не надо. Но это при условии, что в этой распред. коробке всегда будет сухо, и защитный автомат выбран правильно. Про выбор защитного автомата рекомендую мою статью – Как выбрать защитный автомат.
Встречал, когда в старых коробках было соединение скруткой алюминия и меди. Это были скрутки 50-летней давности! И всё прекрасно работало! Тут очень рисковано, и такие соединения будут жить долго при соблюдении нескольких благоприятных условий. Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже. Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.
3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
5. Изолируем места пайки
6. Укладываем провода в распределительных коробках
Не правда ли, в слове “заподлицо” слышится что-то подлое?))
А что там свежего в группе ВК СамЭлектрик.ру?
Подписывайся, и читай статью дальше:
7. Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
Пассатижи, для скрутки проводников.
Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
Напильник – подойдет мелкий напильник.
При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.
Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.
Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Некоторые особенности процесса
Рекомендуем также обратить внимание на несколько правил, которые помогут сделать качественную пайку проводов своими руками.
Проверьте жало паяльника перед началом работы. Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец. В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой.
Начинаем паять всегда с дальней от изоляции стороны жилы, так как она может оплавиться, нарушатся ее свойства, что недопустимо. Аккуратно скручивайте соединения пассатижами, без лишних усилий, так чтобы не обломать жилы, особенно это относится к алюминиевой электропроводке, которая особенно ломкая.
Перед нанесением припоя, даже на соединение медных проводов, попробуйте очистить поверхность жилы ножом до блеска, увидите, что припой наносится гораздо проще. Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Не забывайте в конце работы тщательно изолировать места соединения. Следует использовать для этих целей хлопчатобумажную либо поливинилхлоридную изоляцию. Обмотайте ими места скруток таким образом, чтобы изоляция заходила на несколько сантиметров от оголенного места. Подробнее о том, как изолировать провода правильно, вы можете узнать в нашей статье.
Не смотря на то, что пайка не является супер быстрым способом, она обеспечивает хорошее качество соединения. А все что описано, в комплексе, поможет вам повысить безопасность выполнения работы, а также увеличит срок службы и надежность электрической проводки.
Напоследок рекомендуем вам просмотреть видео, в которых подробно рассмотрены технологии пайки электропроводки в распредкоробках:
Вот мы и рассмотрели, как производится пайка проводов в распределительной коробке. Надеемся, предоставленная инструкция была для вас полезной и понятной!
Не пропустите:
Быстрый способ пайки проводников большого диаметра
Легкий и быстрый способ спайки двух разных проводников покажу на примере медного провода диаметром 2 мм, медной пластины, обычного металлического гвоздя. Проблемой пайки таких проводников является сложность равномерного прогрева места контакта. При помощи бытового паяльника практически невозможно обеспечить качественную пайку, поэтому это инструмент мы применять не будем. Метод основан на использовании простой горелки, изготовленной из дешевых материалов, которые можно приобрести в обычных магазинах. Для изготовления компактной горелки нам потребуется:
Дешевая зажигалка с кремнем и колесиком.
Пластиковый стержень гелевой ручки.
Игла от шприца.
Клеевой термопистолет.
Суперклей.
Сода, которую используют в выпечке.
Подготовка к сборке горелки
Разберите гелевую ручку, достаньте стрежень, выньте из него металлический пишущий элемент и избавитесь от чернил. У вас в руках должна быть чистая пластиковая трубка. Заменить ее можно любой пластиковой трубкой аналогичного диаметра. Для удобства пластиковую трубку рекомендую загнуть под прямым углом. Поднесете ее к пламени зажигалки на несколько секунд и аккуратно изогните посередине. Возьмите зажигалку. При помощи плоскогубцев снимите металлическую защиту, удалите колесо, кремний и подающую пружину. Действуйте аккуратно, чтобы не повредить пластиковый рычаг подачи газа. Он нам понадобится для управления огнем горелки.
Сборка газовой горелки
Возьмите обычную иглу для шприца. Колпачок не выкидывайте, так как он пригодится при хранении горелки. При помощи клеевого термопистолета соедините один конец пластиковой трубки с иглой. Проверьте надежность и герметичность крепления. Для соединения противоположного конца трубки и зажигалки потребуется сода и суперклей. Трубку необходимо закрепить на пластиковом рычаге, при помощи которого открывается клапан подачи газа. Фиксировать трубку нужно таким образом, чтобы рычаг мог свободно перемещаться в заданных производителем пределах для начала и прекращения подачи газа. Аккуратно обсыпьте место крепления содой и нанесите сверху суперклей. Проверьте работу компактной, газовой горелки, нажав на клапан подачи газа и поднеся искру к острому концу иглы. Инструмент для выполнения быстрой пайки готов.
Примеры спайки двух проводников
Для качественной пайки места скрутки медных кабелей будем использовать припой, канифоль со спиртом и изготовленную горелку. Процесс быстрой пайки:
Место скрутки необходимо зачистить и обработать раствором канифоли со спиртом.
На место соединения накручиваем кусок припоя, выполненного в виде тонкой проволоки.
Зажигаем компактную горелку и подносим пламя к месту соединения проводников.
Дожидаемся равномерного прогрева материала и полного расплавления припоя.
Подождем пока припой остынет. Для удаления следов сажи протрем место пайки тряпкой, смоченной спиртом.
Проверьте качество соединения.
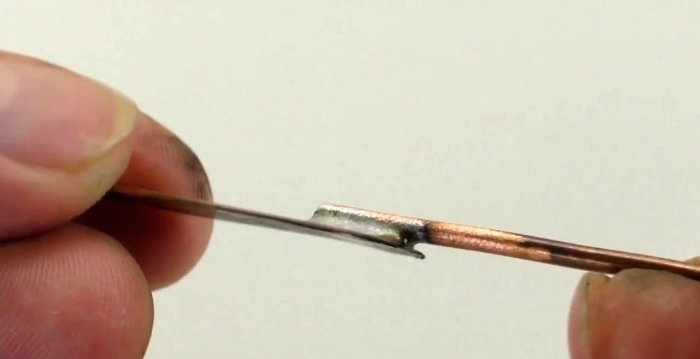
Объединение медной пластины с медной проволокой
Действуем аналогичным образом. Закрепляем проводники в удобном для пайки положении. Обрабатываем место соединения раствором канифоли и спирта. Укладываем небольшой кусок припоя как можно ближе к медной проволоке. Берем горелку и прогреваем место контакта до полного расплавления припоя. При необходимости добавляем нужное количество фиксирующего материала.
Пайка разных металлов
Опробуем способ на примере металлического гвоздя и куска медной проволоки. Зачищенный, медный кабель обмотаем вокруг металлического гвоздя. Обработаем канифолью со спиртом. Между витками медной проволоки накрутим припой. Поднесем пламя горелки к месту соединения и прогреем материал до полного расплавления припоя. Для удаления следов горения используем тряпку, смоченную в спирте.
Смотрите видео
Приспособление для спайки скруток проводов
Кто хоть раз запаивал скрутки в распределительной коробке у себя дома, прекрасно знает, каково это: стоя на табуретке, паяльником пытаться запаять соединение на высоте. Обляпать весь пол припоем это ещё пол беды, тут главное не обжечься, так как делать спайку очень неудобно. Именно для таких целей рекомендую сделать простое приспособление, с помощью которого можно быстро и очень качественно делать спайки скруток на высоте.
Понадобится
Конструкция содержит минимум деталей. Для постройки необходимо взять:
Газовая горелка с газовым баллоном.
Канцелярский зажим.
Шпилька.
Четыре гайки под шпильку.
Медный наконечник.
Изготовление приспособления для быстрой пайки
Я показываю уже готовый экземпляр и на словах расскажу как его сделать. Повторить его не сложно, поэтому Вы все поймете без труда. Шпильки в магазинах продаются примерно метровой длины, поэтому необходимо ножовкой отпилить отрезок длиной 15 см. Далее просверлить отверстие в центре канцелярского зажима по диаметру шпильки. Согнуть шпильку под углом 90 градусов, для этого удобно использовать тиски. И на один конец навернуть гайку, одеть зажим и зафиксировать ещё одной гайкой сверху. На другой конец так же навинчиваем гайку, наконечник, гайку. Одеваем приспособление на сопло газовой горелки, уже с присоединенным газовым баллоном. Зажигаем горелку и гайками регулируем расстояние наконечника на шпильке, чтобы пламя оптимально упиралось в наконечник на небольшом расстоянии. В процессе работы это расстояние можно регулировать перемещением зажима по соплу газовой горелки.
Паяем скрутки проводов
Берем жидкий флюс. Это может быть ЛТИ-120, спирто-канифольный, или любой другой активный флюс, предназначенный для пайки цветных металлов. Макаем скрутку в него и 1-2 секунды удерживаем для лучшего проникновения жидкости в щели между проводами. Далее ждем разогревания наконечника и помещаем в него небольшое количество припоя типа ПОС-61. Я паял приспособлением раньше, поэтому мне нужно дождаться только разогревания. Как припой начал растекаться, макаем в него скрутку и ждем 1-2 секунды, пока соединение прогреется и произойдет спайка. В итоге получилось так: Как Вы можете заметить, края оплетки проводов оплавились. И чтобы этого не происходило, необходимо скрутку удерживать плоскогубцами. Они отлично послужат теплоотводом и такой проблемы в дальнейшем не будет. А вообще пайка получилась качественная, быстрая. Поэтому я рекомендую повторить данную конструкцию и не мучиться. По окончанию выключите горелку, но не кладите приспособление. Необходимо поставить или удерживать всю конструкцию вертикально минут 10-15, пока припой не остынет. Иначе он может разлиться. Так же будьте осторожны: наконечник сильно нагревается — не обожгитесь.
Смотрите видео
Соединение проводов пайкой. Надёжно? Да!
Соединение проводов пайкой. Надёжно? Да!
В предыдущей статье я рассказал о технологии соединения проводов при помощи опрессовки. Неплохой способ. Но если вы были внимательны, то заметили, что там я вскользь упомянул, что есть способы более надежные, чем опрессовка – сварка и пайка. О пайке мы сегодня и поговорим. И, да, как и обещал, сегодня я буду ругаться.
Вы думаете, что на первой фотке статьи запечатлена пайка? Нет, это не пайка. Es ist Scheiße, а не пайка! Мне, впервые взявшемуся за паяльник в восьмилетнем возрасте, было нелегко сотворить это непотребство. Пришлось постараться. Я даже копирайт на эту фотку не стал наносить. Как выглядит настоящая пайка, вы увидите позже.
Сначала, дорогой читатель, немного теории. Пайка, так же как и сварка, являются соединениями на молекулярном уровне, как бы пафосно это ни звучало. Все остальные соединения основаны на использовании контактного давления, реализованного тем или иным способом. Ясно, что любой конструктивный элемент, обеспечивающий контактное давление, со временем может ослабнуть или выйти из строя. Напротив, межмолекулярные связи чрезвычайно стабильны во времени.
На просторах Инета можно встретить множество утверждений о том, что пайка ненадежна. Многочисленные диванные эксперты, никогда в жизни не паявшие, имеющие лишь приблизительное представление о том, с какого конца следует браться за паяльник, не удосужившиеся даже почитать теорию, однажды решили что-то спаять и получили результат, как на первой фотке, а то и похуже. После этого снова уселись на диваны, и начали на чем свет стоит ругать пайку. Рукожопы хреновы! Лучше бы подкопили деньжат да сделали себе операцию по пересадке рук обратно в плечи. Правда, кроме этого останутся еще проблемы с головой, но тут медицина уже бессильна.
Пайка, дорогой читатель, требует знаний и навыков, это – почти искусство. Надо чувствовать процесс, видеть, что происходит под жалом паяльника и понимать происходящее.
Ну вот, пар выпустил, теперь можно заняться делом. Прежде чем мы перейдем к практической части, так же, как и в прошлой статье, я перечислю достоинства и недостатки пайки и расскажу еще немного теории.
Достоинства.
1. Высокая надежность. Важнейшим параметром, характеризующим надежность соединения, является его переходное сопротивление; чем оно ниже, тем лучше. У пайки переходное сопротивление исчезающе мало. По надежности пайка начинает уступать сварке только в экстремальных условиях эксплуатации (воздействие высоких температур, агрессивных сред и т.д.). Но к квартирной проводке это не имеет никакого отношения.
2. Низкая стоимость соединения. Из оборудования нужен только паяльник, а расходные материалы (припой и флюс) стоят недорого, а расход их невелик.
3. Универсальность. Пайка позволяет соединять одно- и многопроволочные жилы любых сечений и в любых комбинациях, что позволяет решать многие нестандартные задачи. Кроме того, применение специальных флюсов позволяет соединять медные провода с алюминиевыми (извечная проблема).
4. Соединение не требует обслуживания в процессе эксплуатации. Сделал и забыл.
Недостатки.
1. Низкая технологичность, большое количество подготовительных операций и, как следствие, высокая трудоемкость.
2. Высокие требования к квалификации исполнителя.
Теперь опять теория. Как я уже сказал, пайка – соединение на молекулярном уровне. Поэтому она предъявляет особые требования к качеству подготовки поверхностей спаиваемых деталей. Они должны быть чистыми и свободными от окислов. Если, зачистив изоляцию провода, вы видите что жила имеет темный цвет, нужно всего-навсего зачистить ее до металлического блеска при помощи наждачной бумаги. Диванным экспертам это неведомо.
Кроме того, в процессе пайки важно поддерживать оптимальный температурный режим. Маломощный или недогретый паяльник не сможет прогреть соединение, и результат будет как на первой фотке этой статьи. Это называется «холодной» пайкой. Я специально взял 40-ваттный паяльник, да еще и не догрел его и просто намазал припой на скрутку проводов. Еще одна ошибка «диванных».
С другой стороны, перегрев паяльника приведет к тому, что флюс в зоне пайки будет выгорать очень быстро, не успевая делать свое дело. Правильный температурный режим трудно описать словами, нужна практика, процесс нужно почувствовать.
Отдельно о флюсах. Ни в коем случае нельзя применять агрессивные флюсы (паяльную кислоту, паяльный жир и т.д.). Да, пайка с ними идет «на ура». Но остатки флюса в течение нескольких последующих лет разрушают пайку, тупо разъедают ее. Можно применять только нейтральные флюсы – канифоль, спирто-канифольный раствор (флюс СКФ), в крайнем случае – флюс ЛТИ-120.
И, наконец, дорогой читатель, переходим к практике.
Мощный 100-ваттный паяльник, пруток припоя ПОС-61 и флакончик спирто-канифольного флюса – вот и все, что нужно звезде рок-н-ролла для качественной пайки. Мощность паяльника избыточна, но об этом чуть позже.
А вот и учебный макет; тот же, что и в предыдущей статье:
Разделываем кабели и делаем скрутки:
Да-да, дорогой читатель, скрутка не входит в перечень разрешенных способов соединения. Но в данном случае скрутка не будет соединением; соединение будет пайкой. А скрутка – всего лишь технологический прием для фиксации жил, чтобы исключить их шевеление в процессе пайки. В строгом соответствии с инструкцией И 1.09-10, недавно сменившей старую, добрую инструкцию ВСН 139-83:
«4.1.1. Соединение и ответвление алюминиевых и медных жил следует выполнять пропаянной скруткой; …….»
Кисточкой наносим на поверхность скруток флюс и паяем:
Какая прелесть! Ничего общего с первой фоткой. Немного пояснений:
На первый взгляд может показаться, что припой всего лишь покрыл поверхность скрутки. Однако, это не так. За счет капиллярного эффекта прогретая скрутка «всосала» в себя припой. Опытные пайщики хорошо знакомы с этим явлением. Припой заполнил все пространство между жилами, вытеснив оттуда флюс. Мысленно прикиньте площадь контакта. Она в десятки раз больше площади поперечного сечения соединенных проводников. Это, в сочетании с молекулярной природой пайки, и дает ничтожно малое переходное сопротивление.
У основания скруток припоя нет. Дело в том, что основание я придерживал узкогубцами. Они играли роль теплоотвода, чтобы тепло из зоны пайки не распространялось дальше по жилам и не плавило изоляцию.
Если присмотреться, на поверхности пайки можно заметить капельки не успевшей сгореть канифоли. Это говорит о том, что температура паяльника была выбрана верно. Она была достаточна для быстрого прогрева скруток, но не чрезмерна, благодаря чему флюс не выгорел раньше времени.
Выше я сказал, что мощность 100-ваттного паяльника избыточна. В сегодняшнем примере небольшие соединения, для которых хватило бы и 60-ваттника. Но не иметь же кучу разных паяльников. Для того чтобы поддерживать на мощном паяльнике оптимальную температуру удобно использовать вот такое устройство:
Это обычный диммер (регулятор освещения), собранный в единый блок с розеткой для паяльника. При помощи него 100-ваттный паяльник легким движением рукоятки превращается в паяльник любой меньшей мощности. Очень полезная штука.
Теперь изолируем соединения и укладываем их в коробку:
Обратите внимание, пайка имеет меньшие габариты, чем опрессовка, как по длине, так и по диаметру.
Дорогой читатель! Если вы решили освоить процесс пайки, не пытайтесь сразу делать «боевое» соединение, которому предстоит работать в реальной проводке. Потратьте пару вечеров, делая тренировочные пайки на столе. Терпение, и у вас все получится.
А нам осталось закрыть крышку коробки:
Понравилось это:
Нравится Загрузка…
This entry was posted on 26.03.2015, 12:24 and is filed under Инструмент & технологии, Немец ругается. You can follow any responses to this entry through RSS 2.0.
Вы можете пролистать до конца и оставить комментарий. Отклики в настоящее время запрещены.
 Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
Рисунок 1. Инструмент для снятия изоляции с проводов – стриппер.
 Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков
Рисунок 3. Изоляция спаек при помощи пластмассовых колпачков Рисунок 5. Правильно облуженное жало паяльника.
Рисунок 5. Правильно облуженное жало паяльника.