Сварка проводов в распределительной коробке своими руками
Самой важной и ответственной составляющей монтажа и сборки систем электроснабжения является соединение проводов в распредкоробках. Качественные и надежные контакты в местах подключения элементов электрической сети, выполненные в соответствии, как этого требуют нормы Правил устройства электроустановок (ПУЭ), являются гарантом работоспособности, долговечности, а самое важное электро и пожаробезопасности. В этой статье мы расскажем, как выполняется сварка проводов в распределительной коробке своими руками.Важно знать
Наиболее простым и быстрым способом решения вопроса о том, как соединить провода, принято считать скрутку, но в тоже время скрученные жилы представляют очень низкую степень надежности контакта. Из-за невысокой надежности она не допустима и согласно главе 2.1. ПУЭ п. 2.1.21 приведены следующие допустимые способы соединений: винтовые или болтовые сжимы (клеммники разных видов), сверка и пайка.
Клеммники и обжимные устройства, повышают надежность монтажа, однако на несколько порядков уступают такому способу соединения, как сварка. При подготовке к электромонтажу, взвешивая все «за» и «против», однозначно стоит отбросить сомнения и отдать предпочтение этому методу.

У людей, не сведущих в вопросах электромонтажа, бытует мнение, что данный способ соединения является недопустимо продвинутым технологическим процессом, требующим высочайшей квалификации исполнителя и использования сверхсложного оборудования. На самом деле, все очень просто и доступно. Произвести сварку проводов своими руками вполне по силам человеку, обладающему простейшими навыками обращения с электросварочным аппаратом в домашних условиях.
Вопрос очень актуальный для нашего времени, начиная с тех пор, как инверторные сварочные аппараты стали доступны для массового приобретения. Инверторный сварочник очень удобен и практичен, он потребляет немного электроэнергии и может работать от сети, к тому же стоимость маломощных моделей лежит в пределах 50-100 долларов. В качестве аппарата можно использовать самодельное устройство, выполненное на базе понижающего трансформатора. Для человека, обладающего знаниями и владеющего навыками в области электротехники, вопрос, как сделать сварочный аппарат своими руками, не представляет большого труда. Электромонтажные предприятия, специализирующиеся на сварке, используют в своей работе специальные сварочные аппараты.
Что нужно подготовить
Помимо аппарата для производства сварочных работ следует подготовить и иметь в наличии все необходимое оборудование, материалы и инструмент. Свариваются провода при помощи угольных (графитовых) электродов. В качестве таких электродов можно использовать как промышленного исполнения (типа марки ЭГ) так и щетку от электродвигателя, кусок башмака от троллейбуса, графитовые сердечники из батареек типа 3336 (3R12) или современные солевые. Для изготовления проводниковой продукции используется медь и гораздо реже алюминий. Для информации, согласно последним требованиям ПУЭ, использование алюминиевых жил сечением меньше 16 мм
В зависимости от того, что придется сваривать — алюминий или медь, подбирается состав флюса, предназначенного для химического растворения оксидной пленки, образующейся во время сварки. При сварке алюминиевых проводов нужно использовать флюс, медные можно варить без него, предварительно нужно зачистить проводники в обоих случаях
В процессе подготовки концов проводников и по ходу работы понадобится нож и пассатижи, электроизоляционные материалы.
Кстати, альтернативный вариант — соединение проводов пайкой. О том, как правильно спаять жилы, читайте в нашей статье!
Особенности процесса
Прежде чем приступить к сварке электрических проводов, следует настроить аппарат. Учитывая, что свариваемые проводники могут быть разного сечения, ток на выходе сварочного аппарата нужно подбирать опытным путём, чтобы не вызывать перегрев соединяемых жил или залипание электрода в точке соединения. Концы проводников необходимо зачистить от изоляции (оголенные жилы должны иметь длину 5 см и более) и соединить их между собой, как это делается при скрутке.
Предварительно обработав скрученные оголенные концы флюсом (в случае сварки алюминия), зажимаем их пассатижами и крепим к ним массу, электрод подносится к торцу скрутки, которая должна быть направлена вниз, и удерживается в таком положении в течение от 0,5 до 2 секунд. Убедившись, что в точке контакта образовался медный или алюминиевый шарик, прекратить сварку. После того, как соединение остынет, произвести зачистку наждачной бумагой от флюса. Перед нанесением изоляционного покрытия на сваренные провода рекомендуется обработать это участок растворителем с последующим покрытием электроизоляционным лаком. Однако учтите, что шарик на конце скрутки должен быть гладким с минимальным количеством пор. В противном случае место сварки лопнет.
Категорически запрещается производить соединение проводников, находящихся под напряжением. Перед началом работ, используя пробник, необходимо убедиться в его отсутствии. Для защиты глаз, кожи лица и рук от ожогов при работе обязательно использовать защитную маску и перчатки.
Технология сварки медных проводов инвертором предоставлена на видео:
Для алюминиевых проводов существует альтернативный вариант сваривания — при помощи газовой горелки. В этом случае необходимо произвести подготовку токоведущих жил также, как для электросварки, за исключением обработки флюсом. Для работы понадобится стальной прут сечением порядка 2 мм. Место соединения необходимо разогревать газовой горелкой до появления признаков плавления в точке сварки на торце скрутки.

При плавлении жидкий алюминий обволакивается своеобразным коконом, состоящим из оксидной пленки, препятствующей процессу соединения. Убедившись, что алюминий расплавился, для завершения необходимо одновременно с прогреванием при помощи стального прута разрушить образовавшийся слой оксидной пленки, что обеспечит процесс надежного сваривания.
На видео ниже наглядно демонстрируется соединение алюминиевых проводов сваркой с использованием газовой горелки:
Вот мы и рассмотрели, как соединить проводники, используя сварочной аппарат либо газовую горелку. Как вы видите, сварка проводов в распределительной коробке своими руками — процесс не настолько трудоемкий, как кажется. Надеемся, предоставленная информация была для вас полезной и интересной!
Наверняка вы не знаете:
Как соединить сварочные кабеля между собой – 3 простых способа
14.01.2019 1222
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Недостаточная длина провода, идущего в комплектации со сварочным аппаратом, во время работы произошел обрыв или повреждение шнура – причины, по которым может понадобиться соединение сварочных кабелей между собой. Качество выполняемых работ и безопасность человека будут зависеть от надежности контактных соединений проводников.
Особенности сварочных кабелей и их соединения

Сварочный кабель используется в виде соединяющего звена между специальными электрическими держателями и источником тока. Он изготавливается из медной или алюминиевой проволоки, имеет большое сечение и изоляцию, обеспечивающую защиту от влаги и механических повреждений. Изделия данного типа характеризуются:
- высокой гибкостью,
- минимальным сопротивлением.
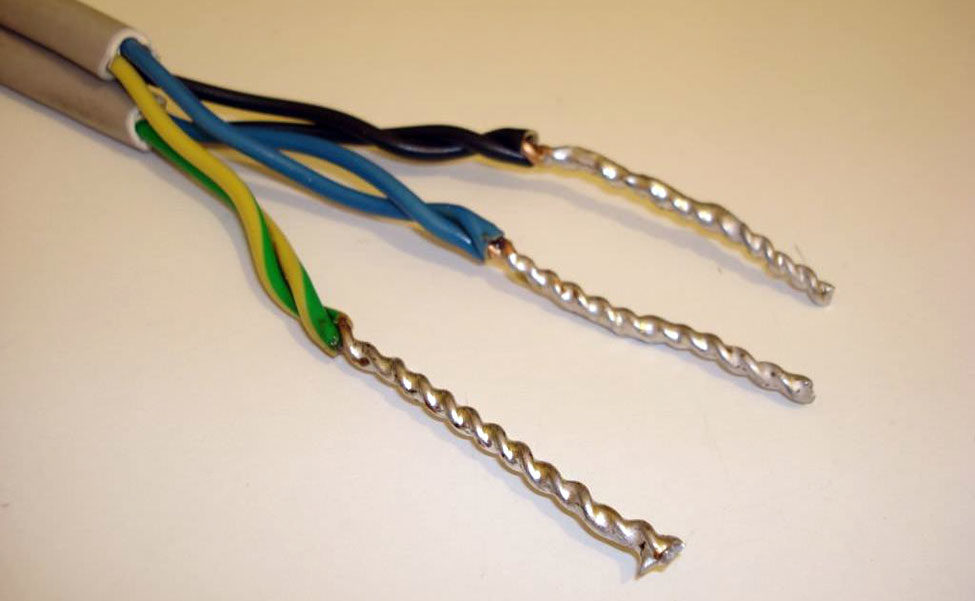
Перед тем как соединить сварочные кабеля между собой, необходимо очистить их от оксидной пленки.
Важно! Между собой можно соединять только провода, выполненные из однородных металлов – медь с медью, алюминий с алюминием.
В каких случаях нужно соединение
Инверторы для сварки комплектуются короткими проводами, что создает трудности при выполнении работ на высоте и в труднодоступных местах. Соединение сварочных кабелей методами пайки, сварки или установки специальных разъемов расширяет возможности техники и исключает необходимость ее удерживания на плече. При осуществлении поставленной задачи нужно учитывать, что максимальная протяженность не должна превышать 30-40 м.
Распространенные способы соединения
Перед тем как соединить сварочный кабель методом обжима, необходимо приобрести алюминиевые или медные гильзы. Подобрать изделия можно в каталоге. Здесь представлен широкий ассортимент соединителей, комплектующих и других электронных компонентов – кабелей, сборок, печатных плат, отличающихся высоким качеством и демократичной стоимостью.
Пайка – второй востребованный способ соединения медных кабелей. Он предполагает покрытие предварительно разогретых концов жил посредством расплавленного припоя. После затвердевания последнего достигается высокая прочность и хорошая электропроводность изделия. Подходит эта технология для проводников небольшого сечения.
Основные преимущества пайки – простота и экономичность. К подготовительным мероприятиям можно отнести:
- избавление от изоляции,
- скрутку,
- очистку,
- обработку флюсом.
После пайки необходимо смыть остатки, нанести лак, изоляцию в виде ленты или термоусадочной пленки.
Важно! Промежуточным этапом пайки является скрутка проводов. В качестве самостоятельного метода она запрещена нормативными документами ПУЭ.
Так как соединить 2 сварочных кабеля большого диаметра позволяет в монолитную конструкцию сварка, этот метод используется часто. Для соединения проводов применяется специальный аппарат ВКЗ-1, похожий на пистолет. Преимущества метода – высокая прочность контакта, стойкость к механическим воздействиям, недостатки – необходимость в зачистке провода на 10 см, сложность выбора силы тока, невозможность разъединения элементов.
Соединение сварочного кабеля разъемами

Самым простым и эффективным методом соединения сварочных проводников признан способ с использованием разъемов. Чтобы выполнить его правильно, нужно грамотно подойти к выбору:
- марки сварочного кабеля,
- разъемов,
- наконечников,
- вилок и клемм.
Выбор кабельного соединителя зависит от сечения проводника. Последнее можно определить посредством микрометра или штангельциркуля. Разъем может иметь площадь в 10, 25, 35…120 мм2. Существует две конструкции приспособлений – штыревая («папа») и гнездовая («мама»). Для их подключения к оборудованию нужны специальные гнезда, выполняющие роль ответной составляющей вилки.

При покупке наконечников нужно обращать внимание на типоразмер (должен соответствовать площади сечения провода) и материалы изготовления. Предпочтение стоит отдавать изделиям с хромовым напылением, препятствующим окислению.
Соединение способом обжима является предельно простым. Оно заключается в очистке изделий от изоляции, объединении жил в пучки, надевании разъемов и их зажимании.
Установка наконечника: принципы процесса

Так как правильно соединить сварочный кабель при помощи наконечников, эта процедура чаще всего выполняется для удлинения и создания удобной формы конца токопроводящей жилы, необходимой для присоединения к зажиму аппарата. Для ее осуществления нужно зачистить и обработать провод пастой, поместить наконечник на конец кабеля и прижать его до упора. После этого следует опрессовать изделие клещами или матричным прессом.
Чтобы увеличить мобильность сварочного аппарата, можно удлинить провод, используя разные технологии соединения. Специалисты нашей компании «ВКС» рекомендуют применять разъемы, подобранные по сечению и составу жильного пучка, соблюдая последовательность и правила используемого способа. Для покупки электротехнических комплектующих нужно перейти в каталог. При возникновении трудностей с выбором наш менеджер предоставит профессиональную консультацию.
Простое соединение сварочного кабеля без пайки
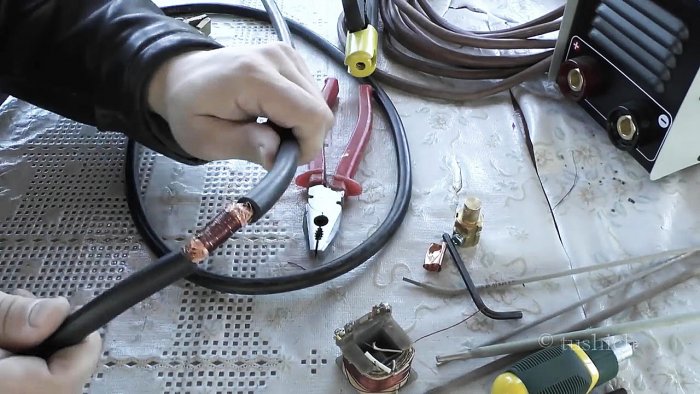
Владельцы бюджетных сварочных инверторов сталкиваются с проблемой излишне коротких проводов. У моего аппарата они всего лишь по 180 см, что ограничивает удобство при работе. Я решил заменить плюсовой кабель новым цельным куском, а массу срастить из 2 родных отрезков. Для их соединения я предлагаю надежный способ без пайки и опрессовки.
Материалы и инструменты
Для выполнения работы потребуется:
- шестигранный ключ;
- тонкая медная проволока;
- термоусадочная трубка под диаметр кабеля;
- изолента;
- плоскогубцы;
- газовый паяльник;
- ножницы по металлу или кабелерез;
- монтажный нож.
Сращивание кабеля
Для начала необходимо снять наконечник кабеля, который подключается к инвертору. Для этого он вставляется в аппарат, после чего нужно с силой натянуть изоляционный колпак на себя. Под нагрузкой он выходит, открывая наконечник. Тот фиксируется одним болтиком. Его нужно выкрутить шестигранным ключом, чтобы освободить кабель. Для предотвращения раздавливания пучок жил обмотан медной пластинкой, которую тоже нужно снять, разогнув плоскогубцами.
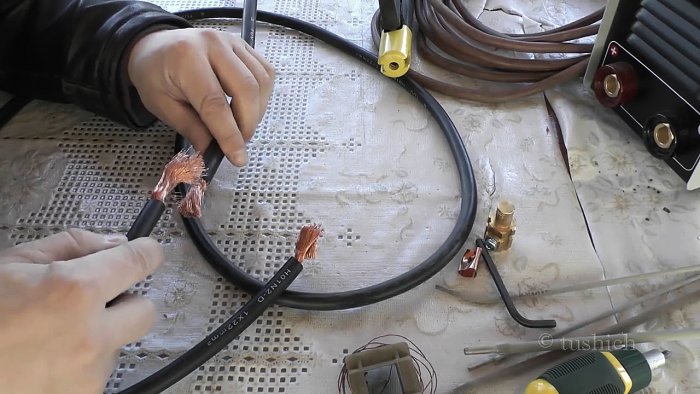
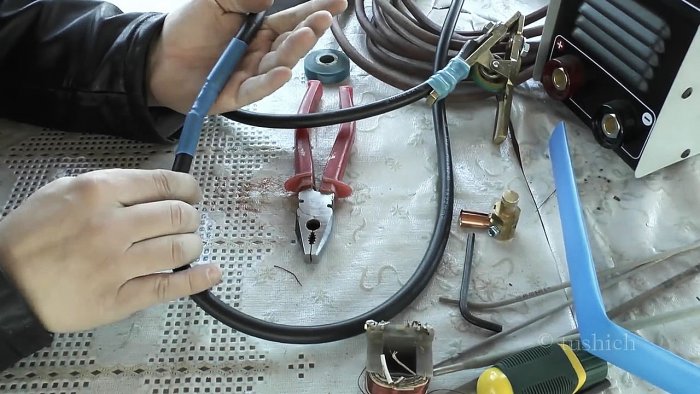
Далее потребуется подготовить два свободных конца на отрезках кабеля для сращивания. С помощью кабелереза или ножниц по металлу их концы подрезаются, чтобы сделать ровные торцы.

Длина оголенных жил на обоих кабелях должна быть одинаковой. В зависимости от ситуации нужно будет немного снять лишней изоляцией на одном из них с помощью монтажного ножа или просто обрезать второй провод немного больше. Оптимальная длина пучков для сращивания около 3 см.
Подставляю торцы подготовленных пучков жил двух кабелей друг к другу и массирующими движениями надвигаю их навстречу. Медные жилы раздвигаются, обеспечивая сращивание. По мере сдвижения медные проводки распушаются, поэтому их нужно контролировать пальцами, возвращая на место, чтобы они не преломлялись.

После того как жилки дойдут за несколько миллиметров до начала изоляции их нужно обжать пальцами. При этом не нужно ничего закручивать. В данном способе скрутка не применяется.

Чтобы зафиксировать сращивание беру медную проволочку. Ее можно снять с любого старого электромотора или трансформатора. Она имеет прозрачное диэлектрическое покрытие, но оно не помешает. Ни в коем случае нельзя использовать алюминий, поскольку он окисляется с медью. Не подойдет и сталь, по причине плохой гибкости.
Для надежного затягивания проволочки я применяю рыбацкий узел, которым фиксируются крючки к леске. Для этого на ее конце формируется длинная петелька. Проволочка просто складывается вдвое с коротким хвостиком около 8 см. Она прикладывается к сращенному кабелю с сантиметровым нахлестом на изоляцию. После чего длинный конец начинает наматываться от ее короткого кончика по направлению к повороту петли.

Для большей надежности нужно мотать виточек к виточку. Проволочка должна быть натянута, чтобы достигнуть тугого соединения. Покрыв витками всю длину сращивания кабеля, проволока обрезается. Нужно оставить хвостик примерно в 10 см.

Полученный в результате конец запускается в кольцо петли. После этого петелька затягивается за короткий край, который располагается на другой стороне, где были начаты витки. Утягивать нужно до тех пор, пока длинный конец не уйдет под обмотку.

Осталось только изолировать готовое соединение. Для этого я сначала затянул его термоусадочной трубкой, после чего решил еще добавить и изоленты. Оказалось, было бы лучше сделать наоборот.

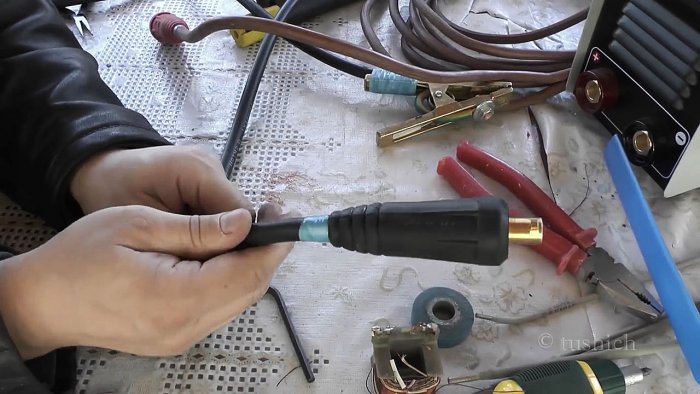
Установка наконечника

Остается только установить наконечник кабеля. Нужно сначала выровнять пластинку, удерживающую жилы в пучке. Она выравнивается плоскогубцами. После этого я ее разогреваю газовым паяльником докрасна и бросаю в воду. Применяется тот же принцип, что и при закалке стали, но медь от этого становится не твердой, а мягкой. Размягченная пластина легко обматывается вокруг пучка жил.

Далее устанавливаю на нее наконечник, зажимаю болтик ключом и возвращаю на место изоляционный колпак. Если он не хочет сидеть плотно, то на кабель можно подмотать немного изоленты, чтобы сделать утолщение.



Такой способ сращивания кабеля практически вечен, и не требует наличия дорогих редко применяемых инструментов, таких как мощный паяльник или обжимной пресс для гильз. Соединение получается вполне гибким, что от него и требуется.
Смотрите видео
что это, как сделать своими руками
Когда производится замена проводки требуется аппарат для сварки скруток. Чаще всего устройства применяются при ремонте квартиры. Медные провода расплетаются, их требуется собирать, чтобы компактно уложить в коробке.
Что это такое
Трансформатор — это устройство, предназначенное для пайки проводов. Если взглянуть на обрезанный кабель, его края напоминают щетину, усики смотрят в разные стороны. Для удобства использования проводов требуется, чтобы края были собраны, заглаженными. С этой целью используется трансформатор, который соединяет усики методом пайки.

Аппарат для сварки скруток
Визуально он представляет собой большой блок (непосредственно трансформатор), от которого отходят от провода. К ним подключаются зажимы, а также электрод.
Важно! Рядом с трансформатором находится регулятор напряжения.
Технические характеристики
При рассмотрении трансформаторов учитываются следующие показатели:
- сварочный ток;
- уровень напряжения.
Напряжение колеблется от 12 до 36 вольт, сварочный ток стартует от 70 ампер до 120 ампер. Многое зависит от заготовок. Если рассматривать элементы на два провода, сварочный ток должен составлять 70 ампер, при условии, что сечение не превышает 1.5 квадратных метров.
Совет! Подбирая кабель с сечением 2.5 квадратных метров на четыре провода, сварочный ток должен составлять 120 ампер.
Как работает аппарат
Чтобы соединить медные провода, подходит переменный, постоянный либо выпрямленный ток. Важную роль играет его величина напряжения. Для расплавления материала используется электрод, который не нарушает целостность металла.

Работа аппарата
Если есть желание получить ровный, красивый шов, необходимо присматривать модели на постоянном токе. Процесс расплавления осуществляется за счёт надежного контакта электрода с поверхностью. Для того чтобы контролировать процесс плавки, требуется регулятор тока.
Электрод в идеале не должен залипать на металле. Трансформатор отвечает за дуговую сварку, поэтому важным считается поддержание устойчивого горения. Поскольку устройство применяется на меди, у неё не высокая температура плавления. Если рассматривать сталь, не обойтись без мощного трансформатора. В результате, нет необходимости добиваться большой дуги, требуется лишь кратковременное воздействие. Как в случае со сталью, не наблюдается разбрызгивание металла. Электрод применяется из угля. Многие самоделкины используют специальные стержни, которые достаются из батарей. Как вариант, подойдут щетки от электромоторов.
Во время подключения трансформатора к сети электрод почти вплотную подводиться к меди, допускается зазор до 1 мм. В процессе преобразования напряжения появляется дуга и на конце электрода заметен небольшой шар. Поскольку речь идет о не высокой температуре, металл не остановится пористым, то есть изоляция не нарушается.
Совет! Когда пайка закончена, провод охлаждается и его конец желательно закрыть изолентой.
Как сделать агрегат для сварки проводов своими руками
При желании можно сделать трансформатор для сварки медных проводов своими руками. Основной вопрос касается подбора материалов и инструментов. Во время изготовления прибора лучше придерживаться инструкции.
Материалы и инструменты
Чтобы сделать прибор своими руками, из материалов потребуется такое:
- трансформатор;
- зажимы типа крокодил;
- угольный электрод;
- алюминиевый кабель — 2 штуки;
- поворотный регулятор напряжения;
- провод питания сечением более 2.5 мм.
Из инструментов подбираются пассатижи, набор отвёрток. Желательно иметь под рукой плоскогубцы.
Пошаговая инструкция
Чтобы сделать трансформатор своими руками, необходимо придерживаться инструкции.
Подбор корпуса
Для самоделки необходим надежный кожух, который будет защищать трансформатор. Важно помнить о технике безопасности, поскольку легко получить ожог. Коробка может быть подобрана из металла либо пластика. Если делается мобильная установка, лучше использовать пластик. Металлическая коробка считается более устойчивой, однако не предназначена для транспортировки.

Подбор корпуса
Трансформатор
Касательно основы на выбор представлены, как электронные, так и силовые установки. Блоки поставляются различными производителями и важно определиться со схемой сварочного устройства на тиристорах. В цепи предусмотрено место для блоков вывода, а также вторичной обмотки.
Отдельно подбирается регулятор напряжения, который отвечает за выпрямленный ток. Данная технология активно используется для зарядки аккумуляторов. Поэтому подобные установки встречаются в стартерах различных производителей. Если выбор пал на электронный блок, стоит малость разобраться в его работе. За основу взята схема генератора сигналов, поэтому используются биполярные транзисторы. Обеспечивается обратная проводимость, наблюдается высокое напряжение.

Схема трансформатора
При подборе электронного блока учитывается максимальный уровень энергопотребления, а также напряжение. Распространенными считаются самодельные модификации на 6 и 9 вольт. В стандартной схеме электронного блока происходит открытие транзисторов и далее по цепочке осуществляется разряд конденсаторов. Тиристор в цепи работает в качестве усилителя.
Как вариант, применяются трехобмоточные трансформаторы серии ТИ. Их особенность заключается в малом уровне напряжения. При желании элемент можно самостоятельно создать на ферритах. В таких установках высокий показатель преобразования энергии. Во время сборки важно добиться необходимой величины тока, которая зависит от потребностей.
Кабель питания
Когда имеется мощный трансформатор на 24 вольта, для него рекомендуется подобрать соответствующую электропроводку. Рекомендуется использовать заготовки с сечением от 2.5 мм. По технике безопасности рекомендуется установить выключатель, который подключается к проводке. Таким образом, в случае чего установку можно будет оперативно выключить, прекратив подачу тока.

Кабель питания
Использование клемм
Чтобы запитать трансформатор или инвертер, на него одеваются клеммы методом скручивания. Далее осуществляется подключение к сети 220 вольт.
Установка держателя и контакта
От клемм отходит два провода, один из которых идёт на держатель, другой — на контакт. У сварщика должна быть возможность удерживать заготовку, а также свободно зафиксировать электрод, благодаря которому осуществляется сварка. Специалисты не всегда используют зажимы, предпочитая работать свободно с плоскогубцами. Рассматривая поближе держатель под электрод, рекомендуется подбирать длинные заготовки, поскольку они более практичны.

Держатель для аппарата
Уменьшается риск поражения электротоком, плюс сварщику практичнее работать в труднодоступных местах. С длинным держателем легко производить работы на потолке либо в узких проходах. Дополнительно, если от трансформатора отходит длинный держатель, нет необходимости часто его переставлять.
Как правильно использовать
При использовании прибора желателен опыт сварщика. Основная цель — достигнуть качественного соединения, шов должен получиться ровным и аккуратным. Чаще всего приходится работать с кабелем малого сечения. Не все приборы подходят для пайки скруток. Если рассматривать модификацию с переменным током, важно ощущать мощность трансформатора.
При подключении оборудования первым делом производится проверка электрода и кабеля питания. Важно зачистить провод, чтобы на нём не было наслоения. Жилы должны быть лишены изоляции с отступом 6 см. Во время процесса плавления важно следить, чтобы не затронуть изоляцию. Перед плавлением проверяется скрутка.

Проверка скрутки
Неопытные сварщики, жилы слаживают неравномерно, поэтому не получается сделать точную каплю. После скрутки производится обрезка. Все усики требуется удалить, чтобы срез выглядел аккуратно. Таким образом, поверхность прогревается равномерно и капля как раз ложиться на край. Во время работы с электродом важно удерживать заготовку плоскогубцами.
Выше подробно описано, как сделать трансформатор своими руками. Для этого не требуется специальный инструмент либо материалы. Агрегат незаменим во время ремонтных работ дома.
Соединение жил проводов сваркой | Бесплатные дипломные работы на DIPLOMKA.NET
При производстве электромонтажных работ нередко возникает необходимость соединять провода и кабели между собой подключать их к зажимам электрических машин, различных аппаратов, приборов, светильников. Некачественные соединения жил приводит к нарушению нормальной работы электроустановки, снижению ее надежности и могут явиться причиной возникновения пожара или несчастного случая.
Надежным, соединение является тогда, когда обеспечивается малым электрическим сопротивлением и достаточной механической прочностью.
Перед соединением проводов окислы необходимо удалять(защищать концы жил проводов и кабелей), а очищенные поверхности сразу же смазывать тонким слоем вазелина, т.к. они быстро окисляются.
Различают разъемные и неразъемные соединения. В практике неразъемные соединения выполняются различными способами: электрической, газовой или термитной сваркой, опрессовкой в гильзах методом местного вдавливания, болтовыми или винтовыми сжимами, скруткой.
Наиболее прогрессивными способами соединения и ответвления токопроводящих жил проводов является сварка и опрессовка. Достоинством опрессованных проводов в гильзах является легкость и быстрота выполнения при хорошей механической прочности и достаточной проводимости контактного соединения.
Разъемные соединения широко применяют в силовых и осветительных электроустановках, для включения в сети бытовых электроприемников, электроинструмента. Для этого используется двухполюсные и трехполюсные штепсельные розетки.
Плотность соединения увеличивается при возрастании контактного нажатия, хотя беспредельное увеличение его нецелесообразно.
1 Требования к электрическому контакту
Электрические контактные соединения в зависимости от области применения разделяют на 3 класса. К первому классу относят контактные соединения цепей, сечение проводников которое выбрано по допустимым длительным токовым нагрузкам, ко второму – контактные соединения цепей, сечение проводников которых выбрано по стойкости к сквозным токам, потерь и отклонений напряжения, механической прочности, защите от перегрузок; к третьему – контактные соединения цепей с электротехническими устройствами, устройства которых связано с выделением большого количества теплоты.
Ко всем контактным соединениям предъявляют определенные технические требования, в том числе и конструкции, электрическим параметром, устойчивости и механическим фактором.
Требования к электрическим параметрам заключается в том, что в контактных соединениях сравнивается электрическое сопротивление всей длинны участка соединяемых проводов с электрическим сопротивлением участка такого же размера соединяемого проводника. При этом отношение этих сопротивлений не должно превышать и единицы для 1-го, двух – для 2-го и шести – для 3-го класса. Если соединяемые проводники имеют разное электрическое сопротивление, для расчета принимают большее. Электрические сопротивления контактов соединений со штыревыми выводами 1 класса зависят от диаметра штыря (от 3 до 56 мм.) и может изменяться от восьмидесяти до четырех мОм, для 2 и 3 классов (при необходимости) указывается в стандартах или в технических условиях. Во всех случаях (кроме сварки и спайки) электрическое сопротивление не должно превышать начального значение более чем в 1.5 раза, а при выполнении соединений пайкой и сваркой – изменяется. Надежность электрического соединения зависит от его температуры. При прохождении номинального тока температура контактных соединений первого и второго классов, относительно температуры окружающего воздуха в электроустановках до 1000В, не должна превышать: 55 °С – для соединяемых проводников из меди, алюмомеди, алюминия и его сплавов без защитных напряжений рабочих поверхностей; 65 °С – для проводников из меди, алюмомеди, алюминия и его сплавов защитными покрытиями неблагородными металлами; 95 °С – для проводников из меди и ее сплавов без изоляции или с изоляцией классов B,F и Н с защитным покрытым серебром. Температура контактных соединений 3 класса зависит от применяемых материалов, покрытий, класса изоляции присоединяемых проводников и условий эксплуатаций. Температура окружающего воздуха при расчетах обычно принимает 40 °С при высоте над уровнем моря не более 1000 м.
Требования устойчивости к механическим факторам следующие. Контактные соединения должны выдерживать воздействие механических факторов внешней среды и статических осевых нагрузок на расстояние, вызывающее напряжения не менее 90% временного сопротивления разрывов целого проводника для контактных соединений проводов линий электропередач работающих на растяжении; и 30% для неразборных контактных соединений не работающих на растяжении, а также для соединений проводников с гнездовыми выводами. Болты рекомендуется затягивать моментными индикаторными ключами, которые подбирают в зависимости от диаметра болтов. Все разборные контактные соединения проводников с выводами, а также разборные контактные соединения подверженные вибрации, должны быть предохранены контргайками, шайбами, тарельчатыми пружинами.
Требования к надежности контактных соединений устанавливается ГОСТами или техническими условиями на конкретные виды электротехнических устройств.
Требования безопасности соединений должны соответствовать ГОСТам и обеспечивать условия, эксплуатации, установленные “Правилами технической эксплуатации установок потребителей” и “Правилами техники безопасности при эксплуатации электроустановок потребителей”.
Контактные соединения в соответствии с климатическим исполнением и категорией размещения электротехнических устройств, определяемыми по ГОСТ 15150-69 и ГОСТ 15543-70, должны выдерживать воздействие климатических факторов внешней среды, указанных в ГОСТ 15150-69, ГОСТ 15543-70, ГОСТ 15963-79, ГОСТ 16350-80, ГОСТ 17412-72 или в стандартах и технических условиях на конкретные виды электротехнических устройств.
Контактные соединения пластин из твердого алюминиевого сплава и алюминиевой части медно-алюминиевых пластин с алюминиевыми проводниками (выводами) должны выполняться сваркой или пайкой, а соединения наконечников из твердого алюминиевого сплава и алюминиевой части медно-алюминиевых наконечников с алюминиевыми жилами проводов и кабелей должны выполняться сваркой или опрессовкой.
При контактных соединениях меди с алюминием, образующих в присутствии влаги электролитическую пару, во избежание электролитической коррозии, разрушающей контактное соединение, применяют медно-алюминиевые переходные детали. Например, для присоединения алюминиевой шины к аппаратному зажиму, изготовленному из сплава меди, к шине приваривают наконечник из меди либо конец алюминиевой шины армируют способом холодной сварки медными накладками толщиной 1… 1,5 мм.
Для защиты соединения от коррозии используются специальные защитные смазки:
Contactol-HPG – Универсальная тугоплавкая смесь, содержащая щелочь для растворения окисной пленки алюминия;
АМС-1 – Нейтральная смесь для защиты поверхности контактов;
ЦИАТИМ-221 – Карбонально-никелевая смесь с органическим связующим для защиты контактов от атмосферной коррозии.
2 Общие сведения о применении сварки
Процесс получения неразъемного соединения твердых металлов, осуществляемый при использовании междуатомных сил сцепления, называют сваркой. Она является одним из самых высокопроизводительных и экономичных видов механизации электромонтажных операций.
Междуатомное сцепление происходит при расплавлении металлов и последующем остывании (сварка плавлением), а также при сдавливании свариваемых элементов (сварка давлением).
Сварка плавлением имеет универсальное применение, а сварка давлением используется для соединения пластичных металлов — алюминия, меди и др.
При электромонтажных работах и изготовлении конструкций для крепления электрооборудования и прокладки сетей заземления, проводов и кабелей широко используется ручная электродуговая сварка.
В монтажной зоне ручную сварку стали производят на переменном токе штучными электродами марок УОНИ; МР-3; АНО-8; ОММ-5; ЦМ-5 и др.
Питание сварочной цепи осуществляют от передвижных сварочных трансформаторов, которые подключают к сети напряжением 380/220 В. В зависимости от типа трансформатора рабочее напряжение сварочной цепи равно 25—35 В, напряжение холостого хода —60—79 В, пределы регулировки сварочного тока — от 55—60 до 400—700 А.
При сварке на постоянном токе питание сварочной цепи осуществляется от вращающегося преобразователя.
Для работ в монтажной зоне часто применяют сварочный комплект «Малютка», состоящий из сварочного трансформатора СА65 м и выпрямителя ВП-1 на ток 350 А. Масса комплекта — 43 кг.
В электромонтажном производстве при изготовлении в МЭЗ тонколистовых конструкций (лист толщиной 2—3 мм) широкое распространение получила полуавтоматическая электросварка стали в среде защитного углекислого газа (рисунок 1). По сравнению с ручной сваркой она обеспечивает высокую производительность, хорошее качество швов, небольшое количество шлака. В связи с этим нет необходимости в зачистке швов. Для сварки применяют электродную проволоку марки Св-08ГС или Св-08Г2С диаметром 1; 1,2 и 1,6 мм, поставляемую в мотках.
Сварку алюминия в среде аргона производят алюминиевым плавящимся электродом, сварку меди — медным.
Сварку неплавящимся вольфрамовым электродом в среде аргона применяют для соединения алюминия и меди.
Флюс не применяют, так как электрическая дуга горит в среде нейтрального газа, который защищает место сварки от окисления атмосферным воздухом. Технологическая схема аналогична показанной на рисунке 1.
Сварка металлов в среде защитного газа обеспечивает высокую коррозионную стойкость сварных соединений. Полуавтоматическую аргонодуговую электросварку плавящимся электродом применяют, например, при изготовлении и монтаже поддерживающих конструкций из алюминиевых немагнитных сплавов для крепления токопроводов, рассчитанных на большие токи.
Этот способ контактных соединений в монтажной зоне выполняют монтажными ранцевыми полуавтоматами ПРМ. Сварку производят на постоянном токе от сварочных вращающихся или статических преобразователей. Кассета со сварочной проволокой и подающий механизм смонтированы в ранце, закрепляемом плечевыми ремнями (масса ранца с катушкой проволоки — 9 кг). Проволока подается к сварочному пистолету через резиновый шланг (масса пистолета — 0,6 кг). При нажатии кнопки на пистолете сначала открывается клапан подачи аргона, затем включается цепь сварочного тока и пускается механизм подачи проволоки.
Рисунок 1 – Пост полуавтоматической сварки электродом (в среде защитного газа):
1—источник тока, 2 — шкаф, 3 — кабель, 4 — горелка, 5 — механизм подачи электродной проволоки, 6—шланг для газа, 7—ротаметр, 8 — осушитель газа, 9— газовый редуктор, 10 — подогреватель газа, 11 — баллон с защитным газом
Рисунок 2 – Схема автоматической сварки контактным разогревом алюминиевых жил с применением аппарата ВКЗ:
а—аппарат, б — положение свариваемых жил в угольном электроде, 1—трансформатор управления, 2 — реле включения, 3 — сварочный трансформатор, 4 — держатель свариваемых проводов, 5 — сварочный пистолет
Ручную аргонодуговую сварку неплавящимся вольфрамовым электродом осуществляют на переменном токе.
3 Технология контактных соединений сваркой
3.1 Контактным разогревом
При оконцевании и соединении алюминиевых жил проводов и кабелей широко используют электросварку контактным разогревом. Электросварку соединений и отверстий алюминиевых однопроволочных жил суммарным сечением в скрутке до 12, 5 мм2 выполняют аппаратом ВКЗ без флюса.
Клещами МБ-1 или КУ-1 с концов жил снимают изоляцию на длине 35—40 мм (пластмассовую изоляцию снимают клещами ТК-1), зачищают их щеткой из кардоленты или наждачной бумагой до металлического блеска и скручивают вместе. Далее аппарат ВКЗ готовят к сварке (рисунок 2). Для этого угольный электрод отводят назад и скрученные жилы зажимают губками держателя так, чтобы их торцы упирались в лунку угольного электрода. После этого включают прибор, нажимая на спусковой крючок. Под действием пружины и по мере расплавления торцов жил угольный электрод продвигается вперед и сваривает их.
Сварка автоматически прекращается в момент оплавления соединяемых жил на заданную длину. Место соединения изолируют лентой или полиэтиленовым колпачком.
В монтажной зоне сварку алюминиевых однопроволочных жил контактным разогревом производят клещами с двумя угольными электродами, подключенными к полюсам обмотки трансформатора с вторичным напряжением 9—12 В (рисунок 3). Мощность трансформатора 0,5 кВ*А. Изоляцию предварительно снимают с концов жил на длину 25—30 мм, скрученные жилы располагают вертикально торцами вниз, подводят электроды, сближая их до соприкосновения между собой и скруткой.
Рисунок 3 – Схема электросварки контактным разогревом алюминиевых жил в клещах с двумя угольными электродами
Расплавленный алюминий на конце скрутки должен образовывать шарик. После остывания места сварных соединений стальной щеткой или наждачной бумагой очищают от шлака и остатков флюса и изолируют описанным выше способом.
3.2 Сплавлением многопроволочных жил
Соединение и ответвление многопроволочных жил суммарным сечением 35—240 мм2 осуществляют сплавлением их в монолитный стержень. Для сварки используют трансформатор мощностью до 2 кВА, с вторичным напряжением 8—9 В. К трансформатору подключают электродержатель с угольным электродом и охладитель; по сечению подбирают соответствующие цилиндрические формы; из алюминиевого прутка сечением 2,5 -:- 4 мм2 заготовляют присадочный пруток. Поверхности соединения тщательно очищают наждачной бумагой и обезжиривают их тряпкой, смоченной в бензине.
Присадочные прутки перед сваркой покрывают слоем флюса. С концов жил снимают изоляцию на длине: 60 мм — при суммарном сечении жил до 50 мм2; 65 мм — при 75 мм2; 72 мм — при 150 мм2, 75 мм — при 240 мм2.
Если к сварке подготовляют жилы кабеля с бумажной пропитанной изоляцией, на изоляцию у ее обреза накладывают нитяной бандаж, затем плоскогубцами ослабляют повив проволок жилы и с их поверхности удаляют маслоканифольный состав тканью, смоченной в бензине. Обработанные жилы располагают вертикально торцами вверх. На жилы надевают разъемную цилиндрическую форму, которую подбирают по суммарному сечению соединяемых жил, но для ближайшего большего сечения. На жилах делают подмотку асбестовым шнуром толщиной 1—1,5 мм так, чтобы сплавляемый конец жил выступал из асбестового бандажа и торец его был вровень с верхним краем формы. Обе половинки формы скрепляют проволочным бандажом или хомутом из тонкой жести. На жилу ставят охладитель между формой и обрезом изоляции. Торцы жил обмазывают тонким слоем флюса. После этого производят сварку.
4 Термитная сварка
При термитной сварке используют патроны различных конструкций. Соединения алюминиевых жил сечением 16—800 мм2 встык и приварку наконечников ЛС на жилах сечением 300— 800 мм2 производят термитными патронами ПА (рисунок 4).
Термитные патроны подбирают в зависимости от сечения свариваемых жил, перед сваркой снимают на необходимую длину изоляцию с жил. Жилы зачищают, обезжиривают и покрывают тонким слоем флюса ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит — 20% по массе). На концы жил насаживают алюминиевые колпачки или секторные втулки (предохрняют поверхность жил от непосредственного соприкосновения с кокилем патрона). Затем мелом покрывают внутреннюю поверхность кокиля, устанавливают охладители и экраны, выполняют уплотнения асбестовым шнуром. Для поджигания термитных патронов используют специальные спички.
По мере горения муфеля в кокиль сплавляют присадочный пруток, а образовавшуюся сварочную массу тщательно перемешивают. После кристаллизации расплавленного металла удаляют литниковую прибыль и закругляют кромки монолитной цилиндрической части сварного соединения. Место соединения зачищают стальной щеткой, протирают салфеткой, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок.
Технологические операции, выполняемые при термитной сварке, показаны на рисунке 5.
Рисунок 4 – Патрон ПА (а) и детали к нему для термитной сварки,
б — алюминиевые колпачки к патрону, в, г — алюминиевые шайбы и втулки:
1 — термитный муфель, 2—литниковое отверстие, 3 — стальной кокиль,
4 — втулка, 5—отверстие в донышке втулки для контроля глубины вхождения в него жил
Рисунок 5 – Термитная сварка жил:
а — ввод присадочного прутка и перемешивание расплава,
б—уплотнение кокилей шнуровым асбестом; 1 — мешалка, 2— присадочный пруток, 3— охладитель, 4— экран для тепловой зашиты жил, 5 — термитный патрон, 6—штатив
Сварка медных проводов своими руками: инвертор для сварочного аппарата
Сварочный инструмент
При проведении электромонтажных работ возникает необходимость качественного сращивания проводов, чтобы снизить переходное электрическое сопротивление, возникающее между контактирующими проводниками. Прочное, максимально монолитное соединение обеспечивает лучшие условия для надежной, безопасной работы электроустановок.
Существует несколько вариантов соединения медных проводов, но по надежности сварка является самым лучшим. Полученная спайка отличается хорошей электропроводимостью, высокой прочностью, поэтому, отвечая требованиям электробезопасности, способна прослужить долгие годы.
1
Технология соединения проводов методом сварки
Соединение жил своими руками осуществляют с помощью зажимов, клеммников, опрессовки, пайки или сварки. Наиболее надежным признан метод сварки, поскольку монолитная структура имеет низкое переходное сопротивление, практически не нагревается и обеспечивает высокую пожаробезопасность.
Для разводки проводов часто используется медная жила. Чтобы получить надежное соединение из нескольких проводников, требуется проделать следующие действия:
- При помощи ножа или специального инструмента аккуратно снять отрезок изоляции 60-80 мм длины. При меньшей длине под действием температуры она будет плавиться. Разделка производится вдоль проводника, что исключает его повреждение.
- Оголенный участок тщательно зачищается, если необходимо обрабатывается наждачной шкуркой.
- Скрутку выполняют, добиваясь плотного прилегания жил. Это предупредит их ломкость, вызванную действием высоких температур.
- Зажав готовую скрутку при помощи плоскогубцев, пассатижей, торчащие концы подравнивают.
- Сварка выполняется по торцам жил, направленных вниз, под острым углом. В зависимости от полученного общего сечения скрутки процесс сваривания занимает 1–2 секунды.
- Торец обжигают электродом, стараясь сделать из расплавленной меди аккуратный шарик.
- На завершающем этапе полученную спайку изолируют при помощи термоусадочной трубки, намоткой изоляции.
Сварка между собой медного и алюминиевого электропровода выполняется аналогичным образом, единственное отличие в подготовке соединения. Медную жилу оставляют прямой, а алюминиевую наматывают по спирали вокруг нее. Нанеся на алюминий флюс для удаления оксидной пленки с поверхности металла, осуществляют сваривание.
Чтобы предупредить плавление изоляции, перед ней на оголенном участке присоединяют металлический радиатор, чаще из меди. Его большая площадь и высокая теплоемкость материала хорошо отводят избыточное тепло. В месте его установки крепится зажим «массы» аппарата, к подготовленному краю подносится электрод и осуществляется сварка проводов.
Предпочтение отдается неплавящимся графитовым электродам, угольным с медным покрытием. Если нужного электрода нет, то подойдет щетка от коллекторного электродвигателя, угольный стержень от батарейки. Для получения качественного соединения их «обмедняют», используя для этих целей прутки из меди, бронзы.
Поскольку нагрев электродов происходит быстро, а температура дуги многократно превышает температуру плавления меди, все работы проводят оперативно.
Отличительной характеристикой графитового электрода является его способность хорошо проводить ток, устойчивость к высокой температуре. Графитовые изделия выпускаются различной длины, с разной формой наконечников. В обычном исполнении или омедненные. Обладают следующими достоинствами:
- Приемлемая цена, доступность приобретения.
- Отсутствие прилипания к нагреваемым элементам.
- Устойчивость электродов к образованию трещин.
- Минимальное время нагрева.
- Для образования устойчивой дуги достаточно силы тока 5–10 А.
- Соединение получается термостойким, устойчивым к коррозии.
2
Сварочные аппараты инверторного типа
Долгие годы основным сварочным оборудованием являлись трансформаторы, генераторы, выпрямители, но теперь предпочтение отдается приборам инверторного типа. Их основные преимущества:
- отсутствие прямой зависимости выходного напряжения от входного, как у трансформаторов;
- при увеличении тока не происходит «пережигание» свариваемого металла;
- при падении напряжения отсутствует «залипание» электрода, «недожигание» металла;
- небольшой вес, удобство переноски, использования.
Инверторное оборудование потребляет меньше электроэнергии, поэтому его можно спокойно подключать к домашней электропроводке, не переживая, что произойдет сбой в работе бытовых электроприборов или сработают предохранительные пробки. Выдаваемое постоянное напряжение с преобразованием токов высокой частоты свободно удерживает сварочную дугу, поэтому эффект «залипания» электрода наблюдается крайне редко.
Все аппараты инверторного типа разделяют на домашние, профессиональные, промышленные. Отличие заключается в предполагаемом режиме нагрузки. Для домашних работ достаточно прибора, обеспечивающего полчаса непрерывной работы, для промышленных масштабов – многочасовое интенсивное использование.
Для сварки электропроводов, выполнения непродолжительных работ любого типа подойдут сварные приборы с максимальной силой сварочного тока 160 А, мощностью 500 Вт. Например, электронные инверторного типа для сварки металлов фабричного производства. Они имеют приемлемую цену, небольшие размеры, массу около 3 кг, но их сложно ремонтировать. К их достоинствам относят:
- Большие пределы регулировки тока.
- Качественное соединение скруток любых диаметров.
- Легкость обучения.
3
Варианты изготовления аппарата для сварки
В отдельных случаях инвертор необходимо изготовить самостоятельно. Чтобы упростить задачу, берется трансформатор заводского изготовления или с первичной обмоткой, вторичная перематывается самостоятельно. Специалисты утверждают, что мощность прибора должна составлять 500-1000 Вт, а сердечник иметь в сечении 25 мм2. Первичную обмотку 220 В следует выполнять медным проводом ПЭВТ в защищенном исполнении Ø 1,5-2 мм. Для вторичной обмотки напряжением 18-24 В используют медный провод 15-20 кв. мм.
Оптимальным является выходное напряжение 12-24 В. При значениях, превышающих номинальные, происходит перегрев скрутки, как следствие, качество меди ухудшается, она начинает крошиться, разлетаться. Поэтому требуется понижать напряжение, а ток сварочной дуги увеличивать. Для этого вторичную обмотку перематывают, разделив на две ровные части. Их наматывают одновременно и соединяют параллельно. Если сборка сделана правильно, то дуга горит устойчиво, электрод не залипает. Если он прилипает, то ток сварочной дуги слабый, недостаточно мощности трансформатора.
Используя стандартные трансформаторы напряжением 36 В, падение напряжения до нормальных значений получают увеличением длины сварочных кабелей до трех метров. Но возникает опасность, что не хватит мощности для выработки необходимой силы тока.
Еще один вариант – установка силового мостового выпрямителя с конденсатором. Посадка выпрямительного моста с током 90-100 А осуществляется на радиаторе, а конденсаторная емкость 5000… 10000 мкФ, набираемая параллельно из конденсаторов меньшей емкости, «плюсом» прикладывается к электроду. Заряда конденсатора хватает на 2-3 секунды поддержания устойчивой дуги.
Сварка проводов в распределительной коробке своими руками с применением специального оборудования
Такая известная электротехническая процедура, как сварка проводов в распределительной коробке возможна лишь при наличии компактного аппарата, обеспечивающего удобство проведения работ в пределах ограниченных пространств.
Этой особенностью она отличается от других сварочных операций (от обустройства электрощитов, в частности), при монтаже которых может применяться стандартное оборудование.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры.

Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности.
К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.
 При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока.
С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.


Подготовка соединения
В отличие от традиционных методов сваривания заготовок, предполагающих формирование шовного соединения, сварка проводников внутри распредкоробки возможна лишь после их скручивания.
Перед свариванием скрутки концы каждого провода должны быть тщательно зачищены. Снимать внешнюю изоляцию с проводов следует на 7-10 см, что обеспечивает удобную для работы длину формируемой скрутки.
Получаемая после зачистки длина оголённых частей согласно требованиям ПУЭ должна составлять около 5-ти см, что исключает чрезмерный нагрев и плавление проводов в процессе сварка.
Для лучшего понимания особенностей сварки проводов своими руками желательно ознакомиться с правилами выбора используемого оборудования. Для этого, надо рассмотреть два важных вопроса: какие типы сварочного оборудования применимы в данных условиях, а также какие электроды для сварки оптимально подходят для заявленных целей.
Выбор типа сварочного аппарата
 Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Уже отмечалось, что для качественного выполнения работ в распределительном устройстве подойдёт не любой аппарат. При этом большинство профессионалов отдаёт предпочтение инверторным сварочным устройствам, отличающимся небольшими габаритами и лёгкостью.
Помимо этого многие из промышленных образцов инверторов оснащаются специальным ремнём для переноски, что также обеспечивает удобство работы в данных условиях.
К указанным преимуществам следует добавить, что при работе с инвертором энергопотребление минимально (не более 1 киловатта), а также исключаются перебои в работе из-за непостоянства сети.
Отдельные мастера используют для этих целей обычные понижающие трансформаторы, посредством которых им удаётся сваривать провода переменным током постоянной амплитуды (без регулировки).
За счёт большого личного опыта им удаётся приспосабливаться к режиму работы понижающего трансформатора и постоянно контролировать сварочный процесс.
Для неспециалистов такой прибор для сварки точно не подходит, поскольку экспериментировать по ходу работ и постоянно контролировать дугу способен не каждый.
Вообще говоря, работа на переменном токе (с обычным трансформатором) не обеспечивает требуемое качество сплавления проводов, так что для достижения нужного результата требуется немалое мастерство. По этой причине начинающим сварщикам следует побеспокоиться о приобретении подходящего устройства.
Выбор электродов
 Помимо сварочного агрегата для проведения электротехнических работ потребуются специальные электроды, подходящие к выбранному режиму обработки проводов. Чаще всего для этих целей применяются медные стержни особой конструкции с добавками из графита или угля.
Помимо сварочного агрегата для проведения электротехнических работ потребуются специальные электроды, подходящие к выбранному режиму обработки проводов. Чаще всего для этих целей применяются медные стержни особой конструкции с добавками из графита или угля.
Для получения качественного и надёжного соединения в процессе его формирования методом электросварки обязательно используются специальные присадочные и активирующие добавки (флюсы, в частности). Кроме того, для этого потребуются следующие вспомогательные и расходные материалы:
- изоляционная лента;
- хорошо отточенный монтажный нож;
- бокорезы или пассатижи.
После подготовки полного набора инструментов можно смело приступать к сварочным мероприятиям.
Самостоятельное изготовление сварного устройства
При подготовке материала для самодельного сварочного агрегата, которым будут варить провода, необходимо исходить из следующих соображений:
- сам аппарат проще всего сделать из старого понижающего трансформатора от СВЧ печи;
- соединительные кабели должны иметь по возможности максимальное сечение, рассчитанное на рабочую величину тока;
- их длина должна выбираться с таким расчетом, чтобы её хватало для протягивания до каждой распределительной коробки с проводами;
- при выборе конструкции держателя основное внимание должно быть уделено надёжности фиксации электрода;
- для изготовления «массы» желательно использовать подпружиненную клемму типа «крокодил» или обычные плоскогубцы с жёстко закреплённым на них заземляющим проводом.
Клеммное приспособление в виде плоскогубцев используется только на время сварки проводов.
 При условии соблюдения всех приведённых замечаний изготовить аппарат для сварки проводов в распредкоробке сможет любой желающий. Сваренные посредством самодельного аппарата провода имеют вполне аккуратный вид.
При условии соблюдения всех приведённых замечаний изготовить аппарат для сварки проводов в распредкоробке сможет любой желающий. Сваренные посредством самодельного аппарата провода имеют вполне аккуратный вид.
При проведении сварочных работ нельзя забывать о безопасности. При любом варианте сварочного агрегата для предохранения лица от ожогов необходимо использовать специальные защитные очки.
Особую важность такая защита приобретает в случае, когда для повышения эффективности сварки используются упоминавшиеся термитные добавки.