Как правильно паять многожильные и одножильные провода паяльником
Рубрика: Пайка Опубликовано 13.02.2020 · Комментарии: 0 · На чтение: 3 мин · Просмотры:Post Views: 462
Пайка проводки не всегда простая задача. Начинающие радиолюбители часто прибегают к использованию паяльной кислоты. Это фатальная ошибка. Все провода паяются канифолью без каких-либо трудностей.
Пайка многожильных проводов
Многожильные проводники быстро нагреваются от паяльника и легко лудятся. Для пайки проводов понадобится стриппер (щипцы для зачистки проводов), паяльник, жидкая канифоль и припой.
Для этой работы выберите жало типа мини волна. Оно массивное, и так как потребуется много припоя и большая площадь прогрева.

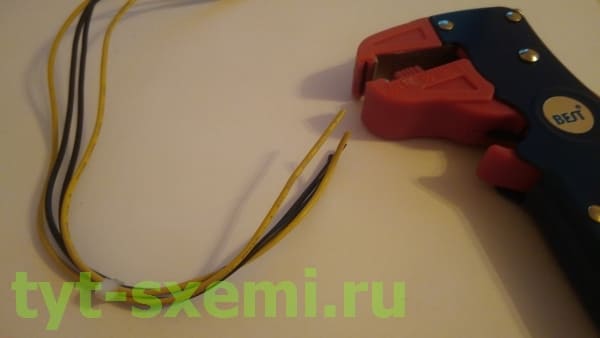
Стриппером изоляция легко удаляется. Он не повреждает провода, отличие от бокорезов, плоскогубцев или лезвия.

Подготавливаем оба провода.

Нанесите жидкую канифоль на место соединения. Жидкая канифоль проникает внутрь проводков и тем самым повышает качество пайки. И канифоль дешевле любого другого флюса. Дорогих и качественных флюсов для такой пайки не требуется. Тем более, когда надо спаять сотню проводов.
 Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Температура пайки до 300 °C. С такой температурой паяльник не повредит изоляцию на проводе.
Наносим припой на паяльник и несколькими ровными движениями проходим по месту пайки. Время пайка не более 3 секунд. За это время канифоль успевает испариться. А без канифоли припой начнет собираться в кучки, и будет плохо паяться.

Если на контакте есть комки припоя и трещины, повторите процедуру заново. Дождитесь остывания контакта, иначе можно повредить кисточку от жидкой канифоли.

Другой способ
Альтернативный вариант — это лужение контактов перед их спаиванием. Такой метод снижает скорость работы, однако он позволяет добиться высокого качества пайки.
Скручиваем два провода в единую жилку отдельно друг от друга и залуживаем их припоем. Далее прислоняем их друг к другу, наносим канифоль и спаиваем.
Качество контакта получается выше, но припоя тратится больше.

Изоляция и термоусадки
Провода надо обязательно изолировать, будь это наушники или блок питания. Для этой цели подойдут термоусадки. Они бывают разных размеров, цветов и материалов.
Отрезаем термоусадку с запасом.
Закрываем контакт.
Если у вас паяльная станция, можно обойтись и 100 °C. Если нет, то можно использовать огонь от зажигалки или спички.
Нагреваем термоусадку с одного конца, плавно переходя на второй.
Термоусадка приклеивается к проводу.

Если нет термоусадки, то можно воспользоваться изолентой. А синяя изолента добавляет психологически +10% к прочности контакта.
Пайка одножильных проводов
Одножильные провода сложны в пайке тем, что они массивные. Например, витую пару намного сложнее спаять, чем многожильные провода от блока питания. Поэтому, будем использовать второй метод пайки.
Удаляем изоляцию с проводов.
Залуживаем повода по очереди. Главное не медлить, и паять быстро. Время пайки не дольше секунды. Каплей припоя пройдитесь с одного конца на другой.
Бесполезно повышать температуру выше 300 °C. Наступит перегрев и канифоль начнет испаряться быстрее.

Соединяем залуженные провода.

Наносим канфоль и спаиваем их с припоем от паяльника.

И в этом случае пайка должна быть быстрой, в одно касание. Иначе припой будет комками.

Финальный этап — термоусадка.

Итог
Паять провода не всегда просто. Тем не менее, не нужно использовать паяльную кислоту и ставить высокие температуры на жале паяльника. Всегда изолируйте провода, иначе случайное замыкание может вывести из строя устройство.
Post Views: 462
Пайка проводов паяльником — Всё о электрике
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно

Так надо затачивать жало паяльника

Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать

Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
 Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Пайка проводов паяльником
Пайка медных проводов паяльником является распространенной методикой соединения компонентов электрических цепей. При выполнении работ необходимо соблюдать технологию подготовки поверхности и нанесения припоя. При нарушении правил стыка кабелей не обладает достаточной прочностью и оказывает негативное влияние на работу электротехнического оборудования.
Что потребуется для пайки
Для соединения кабелей припоем потребуется электрический паяльник, мощность устройства зависит от сечения и материала провода. Для повышения качества работы жало очищается от нагара и следов канифоли абразивным инструментом. В бытовых условиях для чистки применяется напильник или наждак на плотной основе. Напильник позволяет удалить грубые наросты нагара, наждачная бумага предназначена для финишной обработки рабочей поверхности жала.

При пайке медных проводов потребуются дополнительные приспособления для обрезки и удаления изоляционного слоя. Кабели подгоняются под требуемый размер электротехническими кусачками, рекомендуется использовать инструмент с изолированными рукоятками. Для удаления изолятора применяется канцелярский нож или специальные клещи, позволяющие равномерно зачищать кабель.
Дополнительные приспособления, используемые при пайке:
- Основание, предназначенное для хранения паяльника и дополнительных принадлежностей. Устройство изготовлено из металла или термостойкого пластика.
- Подставка, позволяющая корректно позиционировать соединяемые детали. При удержании толстых кабелей рукой детали будут разъезжаться в стороны, что ухудшает качество соединения. Встречаются подставки с дополнительными зажимами, увеличительным стеклом и подсветкой. Оборудование предназначено для пайки малогабаритных деталей.
- Металлическая сетка, позволяющая убрать из линии стыка излишки припоя.
- Пинцеты или зажимы, предназначенные для облегчения процедуры соединения деталей припоем.
Выбор правильных материалов
Для очистки поверхности медной проводки от окислов, препятствующих нанесению припоя, используются активные вещества, способные удалить посторонние налеты. Базовым средством является канифоль, вещество не относится к категории агрессивных и не требует дополнительной промывки поверхности. Канифоль применяется для соединения тонких проводников или монтажа компонентов на печатных платах.
Если планируется подсоединить провода к луженым элементам, то применяется раствор канифоли в органическом растворителе или специальный флюс в виде пасты. Флюс наносится на место соединения, после нанесения припоя удалять остатки вещества не требуется. Для припаивания тонких проводников применяется активированный флюс на основе канифоли (например, ЛТИ 120). Допускается использование глицерин-гидразиновой пасты, после обработки место стыка обезжиривается.
Необходимо подготовить припой, который будет использоваться для соединения. Существует несколько разновидностей свинцово-оловянных материалов, отличающихся пропорцией компонентов. От процентного соотношения свинца и олова зависит температура плавления сплава. Материал поставляется в виде сплошных прутков или проволоки с наполнителем из канифоли.
Подготовка
Перед началом соединения кабелей необходимо провести подготовительные работы:
- Заточить жало паяльника наждачной бумагой для получения гладкой поверхности с металлическим блеском. Передняя кромка жала затачивается под углом 45-60°, в результате инструмент приобретает конфигурацию жала плоской отвертки. На части изделий используется необгораемое жало, которое очищается от окалины специальной губкой. Заточка подобного инструмента запрещается.
- Включить устройство в бытовую сеть и дождаться прогрева. Если оборудование оснащено регулятором температуры, то требуется выставить желаемый параметр.
- Несколько раз окунуть жало в канифоль или флюс, а затем приложить к припою. Манипуляции продолжаются до момента покрытия зачищенного участка медного жала припоем. По мере появления нагара в процессе работы проводится повторное лужение поверхности. Паяльное оборудование с регулятором температуры менее подвержено образованию нагара.
- Очистить основу кабелей от слоя изолятора, а затем выполнить обработку токопроводящих жил. Если производится пайка многожильного провода, то металлические элементы предварительно скручиваются. Затем скрутка прогревается паяльником, наносится слой флюса и припоя. При соединении многожильных кабелей рекомендуется применять жидкий флюс, который проникает в выемки и зазоры между жилами.
Процесс пайки паяльником
Предварительно облуженные детали соединяются вместе, для повышения прочности стыка допускается скручивание медных жил плоскогубцами. Затем в зону соединения вносится припой, который переносится на жале паяльника. Допускается использовать специальную проволоку с канифолью внутри, которая подается к месту соединения проводов. Разогретое жало паяльного оборудования расплавляет свинцово-оловянный материал, который заполняет пустоты между соединяемыми деталями. Излишки припоя удаляются металлической сеткой.
У начинающих монтажников возникает вопрос, как правильно паять провода, изготовленные из разнородных материалов (например, меди и алюминия). Существуют специальные флюсы, обеспечивающие смачивание припоем поверхностей. Но не рекомендуется соединение подобных деталей методом пайки, поскольку в стыке начинаются процессы электрохимической коррозии. Для соединения разнородных металлических деталей используются специальные муфты, исключающие коррозию и разрушение проводников.
Меры предосторожности
Правила техники безопасности, которые необходимо соблюдать при работе с паяльным оборудованием:
- Поскольку при пайке свинцово-алюминиевыми припоями используются металлические детали, разогретые до 250-300°С, то возникает риск термических ожогов. Организация рабочего места и проведение работ без спешки снижают риск получения травм.
- При работе жало паяльника располагается на удалении от кабеля питания, поскольку разогретый элемент разрушит изоляцию. Для удержания инструмента рекомендуется применять специальную подставку.
- Запрещается прилагать физические усилия к паяльнику. Дополнительное давление не способствует ускорению процедуры соединения. Чтобы расплавить каплю припоя, необходимо прогреть точку до требуемой температуры. Жало прикладывается к этому месту, а затем необходимо выждать несколько секунд, пока место стыка не прогреется до температуры плавления припоя. При излишнем давлении возникает риск соскальзывания жала и травмирования кистей рук раскаленным инструментом.
- При работе с кислотными флюсами рекомендуется использовать защитные очки. При соединении деталей в неудобном месте (например, в распаечных коробках в помещении) очки используются и при применении канифоли. Защитные приспособления снижают риск травмирования брызгами припоя.
- Поскольку пары припоя и флюсов ядовиты, то все работы выполняются в проветриваемом помещении или под специальной вытяжкой с электрическим вентилятором.
Распространенные ошибки
Распространенной ошибкой при пайке медных проводов является нарушение температурного режима в месте соединения. При недостаточном прогреве припой не заполняет воздушные промежутки между деталями. Соединение не обладает прочностью, при малейшем приложении нагрузки кабели отходят друг от друга. Перегрев поверхностей приводит к выгоранию флюса и образованию на поверхности проводки слоя окислов и окалины, препятствующего соединению элементов припоем.
При соединении кабелей припой подается с одной стороны сопрягаемых деталей. Стык является корректным, если материал вытек с противоположной стороны элементов. При недостаточном количестве припоя и снижении температуры образуются зоны, лишенные контакта. Начинающие монтажники прогревают зону концом жала паяльника, рекомендуется использовать всю рабочую поверхность инструмента.
Пауза между расплавлением припоя и нанесением материала на линию стыка приводит к выгоранию флюса. Для обеспечения качественного соединения необходимо одновременно подносить жало и подавать припой. Навыки правильного обращения с паяльным оборудованием приходят только с опытом, поэтому начинающим монтажникам не рекомендуется выполнять ответственные работы.
{SOURCE}
Пайка медных проводов — Всё о электрике
Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
Так надо затачивать жало паяльника
Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Соединение проводов методом пайки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
Как и чем спаять провода в распределительной коробке
Все без исключения электромонтажные схемы предусматривают наличие разветвления и соединения кабелей и проводов. Для этого требуется дополнительно устанавливать распределительную коробку, которую изготавливают из металла или полимерных материалов. Однако установить конструкцию недостаточно, важно знать технологию пайки скруток проводов в распредкоробке.
Для чего нужны распределительные коробки

Необходимость использования распределительных коробок не должна вызывать сомнений. Чтобы в этом убедиться, следует ознакомиться с предостережениями специалистов:
- Пренебрежение монтажом конструкции – нарушение правил, изложенных на нормативных документах.
- Соблюдение пожарной безопасности. Благодаря РК существенно сокращается вероятность коротких замыканий и пожара, обусловлено это герметичностью конструкции.
- Монтаж устройства отнимет немало времени, зато в будущем модернизировать, обслуживать, ремонтировать и наращивать провода будет значительно проще. Например, если потребуется установить дополнительную розетку или выключатель, нужные провода удастся вывести именно из распределительной коробки.
В общем, монтаж распределительной коробки обязателен. Технология установки проста, сложность может возникнуть при соединении проводов.
Общие правила коммутации
Реализация метода пайки напоминает сварочные работы, только используется обыкновенный паяльник, а не инверторный аппарат с электродами. Перед скруткой жилы нужно залудить. Для этого разогревается паяльник, погружается в канифоль и проводит по зачищенным от изоляции местам несколько раз до появления рыжеватого оттенка.
Для качественного выполнения работ нужно предварительно проверить жало паяльника. Важно, чтобы оно было чистым. Если поверхность неровная, на ней скопились загрязнения, сделать качественный припой будет невозможно. Загрязнения удаляются с помощью напильника, далее его конец повторно лудится.
Преимущества пайки в сравнении с другими способами соединения

Существует несколько способов соединения проводов в распределительной коробке, однако минимальным переходным сопротивлением и монолитным соединением отличается только пайка и сварка. Спаять провода в домашних условиях может каждый желающий. Для сварки потребуется опыт и наличие специального сварочного аппарата.
Для проведения работ потребуется следующий набор инструментов:
- флюс;
- нож, предназначенный для удаления изоляционного материала;
- припой;
- бокорезы;
- паяльник;
- плоскогубцы или пассатижи;
- наждачная бумага.
Предварительно не подготовив весь необходимый инструмент и расходные материалы, приступать к работе нельзя.
Пайка проводов

Лужение и пайка кабелей в распределительной коробке проводится в несколько этапов.
- Удаление изоляционного слоя.
- Зачистка проводов до появления характерного блеска металла.
- Облуживание.
- Скрутка.
- Пайка.
- Изолирование.
Прежде чем приступать к соединению токопроводящих жил, нужно проанализировать, какая длина потребуется. Провода обрезают так, чтобы при пайке концы были расположены снаружи распределительной коробки. По окончании работ их укладывают любым желаемым способом.
Пайка проводов в распределительной коробке запрещена в натяг. Запас в данном случае также неуместен.
Для удаления изоляционного слоя используется специальный инструмент – стриппер или острый нож. Работая с острым ножом, движения должны напоминать обстругивание карандаша. Запрещено подрезать изоляционный слой пассатижами или бокорезами, нельзя делать круговые надрезы. Поперечные повреждения в ближайшем будущем станут причиной обрыва.
Для провода, предназначенного для пайки, зачистка колеблется в пределах 1,5-3 см. Количество витков – не менее 2.

Провода перед пайкой тщательно зачищают и лудят, чтобы на поверхности жил не появились окислы, препятствующие нормальной проводимости и увеличивающие сопротивление. Уже облуженные проводники скручиваются с помощью плоскогубцев или пассатижей.
Пайка скрутки медных проводов в коробке имеет аналогичный алгоритм. Скрутка должна быть плотной, но при этом не натянутой, иначе концы токопроводящих жил могут попросту обломаться.
В завершение скрученные провода спаивают паяльником таким образом, чтобы со всех сторон спайка была покрыта равномерным слоем. Качество работы всецело зависит от того, насколько качественно были зачищены концы.
Выбор мощности паяльника
 Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» – припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Для качественного выполнения работ требуется использовать довольно мощные паяльники, не менее 65 Вт. Особенно это важно при работе с медными проводами, поскольку медь – хороший проводник тепла, следовательно, отводит тепло от места спайки. Если мощности устройства недостаточно, это может привести к «холодной пайке» – припой покрывает спаиваемую область неравномерно, прочность будет низкой.
Устройство должно оптимально прогревать место в течение 1 минуты и не более, поверхность припоя по окончании работ должна быть гладкой, иметь равномерный блеск.
Тип припоя
Существует большое разнообразие припоев, основные из них перечислены в таблице.
| Марка припоя | Состав (%) | Прочность при растяжении (кг/мм) | Температура плавления | Применение |
| ПОС-30 | Свинец – 70 Олово – 30 | 3,2 | 266 | Для пайки и лужения деталей, изготовленных из стали, меди и их сплавов |
| ПОС-40 | Свинец – 60 Олово – 40 | 3,8 | 238 | Для пайки и лужения контактов и деталей в радиоаппаратуре, изготовленных из оцинкованной стали |
| ПОС-90 | Свинец – 10 Олово – 90 | 4,9 | 220 | Для пайки и лужения медицинских инструментов и металлической посуды |
| ПОС-61М | Медь – 2 Олово – 61 | 4,5 | 192 | Для пайки и лужения печатных проводников и медных проводов |
| ПОС-61 (третник) | Свинец – 39 Олово – 61 | 4,3 | 190 | Для лужения и пайки токоведущих частей, изготовленных из бронзы, латуни и меди с герметичными швами |
| ПОСВ-33 | Висмут – 33,3 Олово – 33,3 | – | 130 | Для пайки деталей, изготовленных из константана, латуни и меди с герметичным швом |
| ПОСВ-50 (Сплав Розе) | Висмут – 50 Олово – 50 | – | 94 | Для обработки деталей, которые восприимчивы к перегреву |
| Сплав д Арсе | Висмут – 45,3 Олово – 6,9 | – | 79 | Для производства предохранителей, лужений и пайки деталей восприимчивых к перегреву |
| Сплав Вуда | Кадмий – 12,5 Олово – 12,5 | – | 68,5 | Важная особенность – токсичен. Предназначен для изготовления предохранителей, лужения и пайки деталей, восприимчивых к термическому воздействию |
Последние три марки обладают низкой температурой плавления и невысокой прочностью сплава.
Защита места пайки от окисления

Для защиты места пайки от окисления кислородом используется флюс. При работе с медью чаще всего применяются:
- Канифоль, в ее состав входит только сосновая канифоль.
- ЛТИ-120 включает в себя триэтаноламин (1-2%), солянокислый анилин (3-7%), этиловый спирт (66-73%), канифоль (20-25%).
- В состав спиртоканифоли входит этиловый спирт (60-70%) и канифоль (30-40%).
Самый простой, бюджетный и при этом распространенный вариант флюса – обычная канифоль. Единственная трудность, которая может возникнуть при работе с веществом – твердое агрегатное состояние.
Технология пайки и лужения

Приступая к пайке или лужению проводов, важно последние разместить горизонтально таким образом, чтобы жало паяльника беспрепятственно касалось всех сторон. Некоторые «специалисты» рекомендуют размещать токопроводящие жилы вертикально, но делать это не стоит, поскольку капли припоя могут начать растекаться.
Перед облуживанием провода нагревают паяльником и параллельно касаются места нагрева кусочком канифоли до тех пор, пока она не начнет плавиться. Если используется жидкий флюс, его наносят предварительно еще до начала нагрева. После лужения провода скручиваются.
Технология пайки немного отличается, поскольку здесь требуется большее количество припоя. На токопроводящие жилы наносится флюс и паяльником прогревается до равномерного распределения расплавленной капли. В случае необходимости процедуру можно повторить.
Пайка с помощью горелки и тигля

Если предстоит большой фронт работ, целесообразно использовать тигли, представляющие собой полый металлический цилиндр, оснащенный ручкой для заполнения расплавленным припоем. Это устройство может нагреваться с помощью газовой горелки или же применяться в качестве насадки на мощный паяльник.
Емкость вмещает в себя небольшое количество расплавленного припоя, пока он застывает, человек успевает сделать несколько скруток.
Меры предосторожности
Во время выполнения работ следует проявлять осторожность, поскольку расплавленный припой может оставить сильные ожоги при попадании на кожные покровы. Во всех марках припоев содержится свинец, пары которого токсичны для человека. Чтобы предотвратить отравление, работать нужно в респираторе.
При пайке проводов запрещается применять кислотосодержащие активные флюсы, поскольку после завершения работ они требуют полного удаления. Остатки флюса оказывают разрушающее действие на все материалы, особенно для меди агрессивны паяльная кислота и хлористый цинк.
В целом работа не должна вызвать сложностей, главное заранее ознакомиться с технологией выполнения, подготовить весь расходный материал и инструментарий.
{SOURCE}
как это лучше делать и каким паяльником?
Наверх- Рейтинги
- Обзоры
- Смартфоны и планшеты
- Компьютеры и ноутбуки
- Комплектующие
- Периферия
- Фото и видео
- Аксессуары
- ТВ и аудио
- Техника для дома
- Программы и приложения
- Новости
- Советы
- Покупка
- Эксплуатация
- Ремонт
- Подборки
- Смартфоны и планшеты
- Компьютеры
- Аксессуары
- ТВ и аудио