сварочный аппарат, холодная пайка и тонкие провода
Содержание статьи:
Спайка проводов – это обязательный комплекс мероприятий, задача которых – установить электропроводку в помещении. Качественное соединение жил пайкой, соединение проводов в распределительном щитке, правильная скрутка – это факторы, от которых зависит долговечность и работоспособность электрической проводки.
Преимущества и недостатки пайки электропроводки

Паяное соединение считается одним из лучших по надёжности
Чтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае – если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
Недостатки:
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
При пайке изменения в материях происходят на молекулярном уровне, поэтому предварительно спаиваемые детали подвергаются основательной подготовке.
Что нужно для пайки электропроводки

Паяльник электрический
Перед тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
-

- Газовая горелка
-

- Припой
-

- Канифоль сосновая для пайки
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Как правильно запаять провода

Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей области
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
- С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
- Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса. Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
- Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
- При пайке скрутки специалисты должны заполнить припоем все неровности.
- По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.
Если требуется работать с алюминием, важно учитывать его высокую скорость окисления при контакте с кислородом. Образующаяся пленка не позволяет создать надежное сцепление металла с припоем.
Зачистка проводов от изоляции
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом.

Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Работы не отличаются быстротой, однако высокое качество и долговечность соединений стоит потраченного времени и сил.
Как паять медные и алюминиевые провода

Пайка проводов методом скрутки
Медный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Рекомендации, меры предосторожности

Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментов
Следует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
- При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
- Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника. Вспомогательно можно использовать куски дерева или картон.
- При изменении длины паяльника также изменяется температура нагревания инструмента.
- Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.
Важно соблюдать меры предосторожности. Работать нужно в средствах индивидуальной защиты: специальная одежда (спецовка), очки и перчатки. Нельзя оставлять открытые участки тела, в противном случае могут образоваться сильные ожоги.
Пайка медных проводов: надежный метод соединения электропроводки
Соединение проводов является необходимой операцией при проведении электромонтажных работ. Для каждого способа соединения электропроводки (обжим, скрутка, пайка) есть свои условия для применения. Пайка медных проводов и пайка алюминиевых проводов – самый надежный метод контактного соединения, по прочности она конкурирует только со сваркой.
Что представляет собой процесс пайки проводов
Пайка отличается от сварки тем, что в процессе работ расплавляются не концы соединяемых металлических проводов, а только припой. Паять надо паяльником с припоем и флюсом. В качестве припоя используют сплав металлов (олово, свинец, сурьма, серебро), которые плавятся при более низкой температуре. Расплавленный паяльником припой растекается, заполняет зазор между металлическими проводами и застывает, образуя прочное неломкое соединение. Пайка надежна не только с механической точки зрения, но и с электрической: переходное сопротивление проводников в распределительной коробке зависит от площади контакта соединяемых частей – чем она больше, тем сопротивление меньше. Это означает, что провода меньше нагреваются, а соединение качественнее.
Учитывая, что последствием плохого контакта может быть пожар, в труднодоступных местах целесообразнее соединять провода именно методом пайки, исключив тем самым возможность их отсоединения. Уместно паять проводники в распределительной коробке и в том случае, если она расположена над подвесным или натяжным потолком.
Что необходимо для пайки
Чтобы спаять медные проводники, понадобятся следующие приспособления, материалы и инструменты:
- Электрический паяльник мощностью от 80 Ватт
- Припой
- Флюс
- Удалитель (нейтрализатор) флюса
- Пассатижи
- Кисточка для нанесения флюса
- ПВХ-изолента
- Термоусадочная трубка подходящего диаметра
- Фен
Паять медные провода можно не только электрическим паяльником, но и другим оборудованием: пропан-горелкой для пайки медных труб, газовой мини-горелкой или газовым паяльником с насадкой для горелки.
Горелка с небольшим факелом удобна тем, что она обеспечивает локальный нагрев скрутки, не повреждая изоляции проводника. Перед использованием электрического паяльника его жало необходимо очистить надфилем или наждачкой от окислов.
В качестве припоя для меди рекомендуется использовать ПОС-60 или аналоги с температурой плавления 190°C.
Флюс убирает окислы металла, способствует лучшему сцеплению припоя и его равномерному растеканию по поверхности. Лучше использовать флюс на водной основе – он не содержит спирта или кислоты, поэтому не требует последующего удаления. Если использовать в этом качестве ортофосфорную кислоту, жидкую канифоль или ЛТИ-120, то средства необходимо удалять с поверхности после работы – иначе они со временем разрушат медные детали.
Процедура пайки
Пайка медных проводов технологически несложно, медь хорошо поддается обработке, не теряя токопроводящих свойств, при этом места соединения прочные. Пайка медных проводов, расположенных в распределительной коробке, происходит в следующей последовательности.
- Провода в распределительной коробке обрезают до необходимой длины – 20–25 см и правильно распределяют по цвету: желто-зеленые – это заземление, синие – ноль, белые (коричневые, красные или черные) – это фаза. При помощи специальных съемников с них удаляют изоляцию, оставляя оголенные концы длиной 4,5–5 см.
- Соединяют провода крест накрест – это необходимо, чтобы скрутка получилась равномерной и плотной. Чтобы сделать скрутку правильно, один провод кладется на другой, для соединения трех проводников первый кладут поверх двух других. Производят скрутку, затем ее обжимают при помощи пассатижей, обрезают лишние хвостики и опять обжимают.
- Перед началом пайки скрутку обильно смачивают флюсом или помещают в него.
- Чтобы спаять провода правильно, скрутку нагревают паяльником или горелкой до тех пор, пока не начнет закипать флюс. Как только флюс начнет закипать, сверху на скрутку кладется припой. Для пайки меди используют припой ПОС-60 или аналоги. При использовании паяльника для соединения проводов его жало располагают снизу скрутки.
- Когда припой расплавится, он под действием сил натяжения растечется и заполнит скрутку, образуя надежное соединение. Красноваты медный цвет проводов приобретет серебристый оттенок.
- Последний шаг – изоляция места соединения. Для этого спаянное место обматывают ПВХ-изолентой начиная от неснятой изоляции. Клеевой слой изоленты со временем высыхает, а сама она может размотаться. Поэтому поверх нее надевается термоусадочная трубка подходящего диаметра, которая прогревается феном до усадки в размерах. Она плотно обжимает изоленту и обеспечивает дополнительную изоляцию.
- Аналогично производится дальнейшая пайка проводов в распределительной коробке – фазных и нулевых.
- После спайки и изоляции скруток провода аккуратно укладывают в распредкоробку и закрывают ее.
Специфика соединения алюминиевых проводов
Последовательность действий при работе с алюминиевыми проводами аналогична вышеописанной, но есть специфические нюансы, которые нужно учитывать.
Спаять алюминиевые жилы технически сложнее в силу особенностей металла. Место соединения при этом менее прочно, чем у медных аналогов.
Алюминий мгновенно сильно окисляется, образуя токонепроводящую пленку. Окислы обязательно удаляют, иначе металл не удастся спаять. Для удаления окислов пользуются цинко-вазелиновыми пастами. Для спайки жил нужен алюминиевый припой, а он более тугоплавок, чем олово, поэтому температура нагрева должна быть выше. В расплавленном виде алюминиевый припой более текуч, чем оловянный. Для работы понадобится химически активный флюс Ф-34 или Ф-64, который может справиться с окислами.
Поскольку алюминий – ломкий металл, для надежности соединения лучше припаивать его к медному проводу одинакового сечения. В этом случае слишком ломкий и хрупкий алюминиевый проводник совместно с гибкой и прочной медной проволокой дает прочное соединение, способное выдерживать нагрузки до 2 кВт. Соединение получается надежным, мягким и неломким. Для пайки алюминия с медью лучше использовать флюс Ф-64 – он сильнее, паяет даже окисленный алюминий.
При соблюдении требований и технических условий спаянное соединение медных или алюминиевых проводов прослужит не одно десятилетие без уменьшения контакта или перегрева места спайки.
Как правильно паять провода паяльником
Как правильно паять провода паяльником
Правильная пайка проводов отличается надежностью, долговечностью и красивым видом. Чтобы правильно паять медные провода нужно подобрать припой, флюс, сделать подготовку жил проводов. В статье рассмотрен вопрос, как правильно паять медные провода разного сечения электрическим паяльником.
Инструменты и материалы для пайки медных проводов
Подготовка паяльника для пайки проводов
Выбор мощности паяльника зависит от сечения проводов. Для тонких одножильных, многожильных медных проводов, дорожек печатных плат подойдёт паяльник с жалом в 3 мм и мощностью 25 Вт. Для сечения проводов от 2 мм и более, нужен паяльник мощностью 60 Вт, а для массивных деталей используют молотковый паяльник мощностью 200 Вт.
Жало паяльника должно быть чистым, без раковин. Чтобы выровнять жало паяльника используют мелкий напильник. После обработки жала его лудят, чтобы медь не окислялась. Также важным элементом при пайке является подставка для паяльника. Если хотите качественно паять мелкие провода, элементы радиоэлектронной платы, нужно иметь регулятор температуры жала паяльника.
Таким регулятором можно точно выставить температуру паяльника для припоев разных марок. Лучшим вариантом регулятора температуры жала паяльника будет устройство с датчиком температуры, который устанавливается на жало паяльника. Установленная температура жала не будет зависеть от изменений сетевого напряжения.
Регулятор температуры для паяльника
Так как при пайке электрическим паяльником образуются ядовитые пары припоя и дым от канифоли, рабочее место нужно оборудовать хорошей вытяжной вентиляции. Освещение рабочего места не должно быть тусклым. Для удобства ремонта электронных плат можно приобрести специальный держатель плат с линзой и подсветкой.
Можно сделать простой регулятор температуры для паяльника своими руками
Выбор флюса и припоя для пайки проводов
В зависимости от типа пайки выбирается марка припоя. Самая распространенная марка припоя это ПОС-61. Припой оловянно-свинцовый с содержанием олова 61%. Температура плавления у него 190 С, и подходит он для любых паяльников. Этот припой используется там, где нет нагрузки на соединение.
Храрактеристики припоев
Если соединение проводов должно быть прочным, выбирают припой марки ПОС 40 или ПОС 30. Удобно пользоваться припоем ПОС-61 в виде прутка намотанного на катушку. Диаметр припоя от 1 до 3 мм. Иногда встречается полый припой с залитой внутрь канифолью.
Также в зависимости от вида пайки проводов существуют различные флюсы, гели, канифоль. Флюс необходим при пайке проводов, так как он удаляет оксиды с поверхности спаиваемых проводов, а также снижает поверхностное натяжение припоя, что позволяет припою легко растекаться по свариваемым поверхностям.
Также флюсы хорошо обезжиривают поверхности. Ещё одно достоинство флюсов — это защита нагретых поверхностей от оксидов. Без флюсов пайка медных проводов паяльником была бы затруднена. Многие флюсы содержат такие активные вещества как кислоты, растворители. Эти активные вещества остаются на поверхности провода и в припое.
Со временем они разрушают соединения проводов. Поэтому в ПУЭ запрещено использовать активные флюсы для пайки соединений при монтаже электропроводки, в электрических щитах. Эти флюсы запрещены и в радиоэлектронной промышленности, однако многие электрики используют их, ведь не себе же.
Флюсы на основе канифоли для пайки электрическим паяльником
Не спорю, такие флюсы обеспечивают быструю, удобную даже красивую пайку, но никто не задумывается над последствиями. Существует флюс на основе канифоли, который обладает высокими характеристиками при пайке проводов паяльником. Пайки получаются красивые, долговечные и надежные.
Этот флюс используют также при пайке электронных плат. Сделать его довольно легко. Обычно берут кусок канифоли, разбивают его в порошок и растворяют в любом 90% спирте в соотношении 50% на 50%, по объему. Растворяется канифоль в спирте легко. Для работы с канифолью используют кисточку.
Как паять паяльником медные провода
Первым пунктом пайки поставим очистку проводов от оксидной пленки. Окисной пленкой покрыт не только алюминий, но и медь. Присутствие ее на меди затрудняет лужение проводов, лужение происходит участками, неравномерно. Поэтому чистят медный провод острым ножом со всех сторон.
После снятия оксидов, поверхность провода смачивают кисточкой с жидкой канифолью. Жалом паяльника берут немного припоя и проводят лужение провода. Провод можно не прокручивать, движение жалом паяльника вперед, и мы видим, как припой мгновенно растекается по всему проводу.
Припой прутком 2 мм
Теперь еще один важный момент, перед тем как паять медные провода — это соединение. Запомните, все соединения проводов должны быть закреплены. Способы крепления проводов показаны на рисунке ниже. Нельзя паять внахлёст без крепления. Пайка получается очень слабой, хотя и ровной. Такая пайка долго не выдерживает механическую нагрузку, небольшую вибрацию.
Способы соединения проводов скруткой
После соединения луженых проводов скруткой, наносят кисточкой немного жидкой канифоли и паяют. Небольшое движение жалом паяльника вперед от изоляции и идеальная пайка готова. Почему здесь можно паять от изоляции, потому что пайка жидкой канифолью происходит за очень короткое время и изоляция провода не успевает подгореть. После пайки остатки канифоли смываются жесткой щеточкой со спиртом.
Жидкая канифоль
Визуально можно определить качество пайки электропроводки и электронных плат:
1. Пайка должна быть скелетной, то есть должно просматриваться скелетное соединение проводов, выводов элементов.
2. Пайка должна быть глянцевой, без раковин и пузырей.
На качество пайки влияет температура жала паяльника. Для ПОС 61 температура жала 190 С, с небольшой коррекции в верхнюю сторону. Коррекцию температуры жала паяльника определяют опытным путем по плавлению припоя. Припой должен легко плавиться, и хорошо держаться на жале паяльника. Если припой собирается в капли и стекает, значит паяльник перегрет.
Часто спрашивают — можно ли паять под напряжением. Ответ однозначен — нет. Под напряжением любые электротехнические работы (кроме измерительных) запрещены. На корпусе паяльника может присутствовать сетевое напряжение, при попытке пайки проводов под напряжением произойдет короткое замыкание.
Тоже интересные статьи
Как правильно паять паяльником провода, радиоэлементы и детали
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107.460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».

Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.

Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.

Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.

Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.

С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
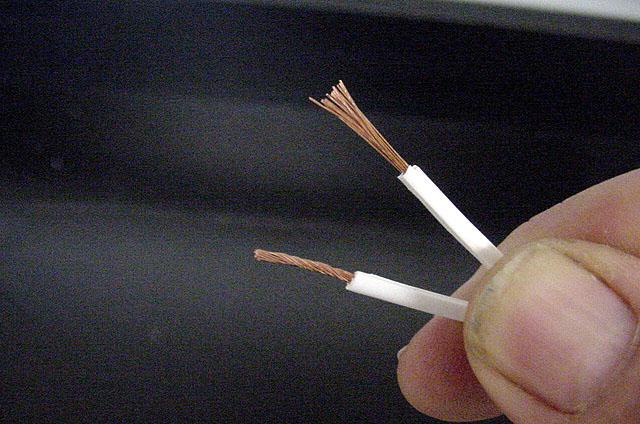
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.

Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).

Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.

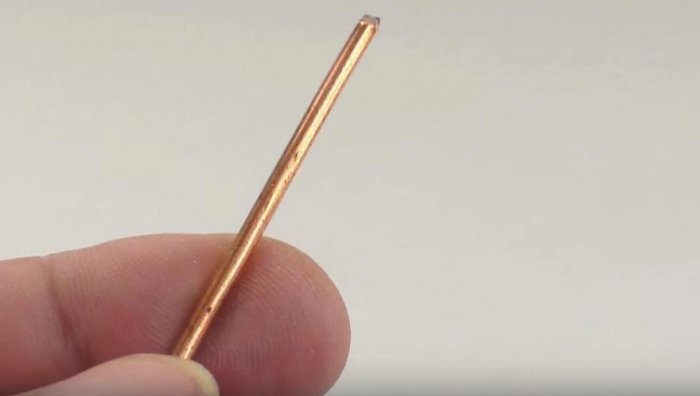
Вот такими стали медные провода после лужения.

Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.

Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.

Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.

С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.

Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.

Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третье
Быстрый способ пайки проводников большого диаметра

Легкий и быстрый способ спайки двух разных проводников покажу на примере медного провода диаметром 2 мм, медной пластины, обычного металлического гвоздя. Проблемой пайки таких проводников является сложность равномерного прогрева места контакта. При помощи бытового паяльника практически невозможно обеспечить качественную пайку, поэтому это инструмент мы применять не будем. Метод основан на использовании простой горелки, изготовленной из дешевых материалов, которые можно приобрести в обычных магазинах.
Для изготовления компактной горелки нам потребуется:
- Дешевая зажигалка с кремнем и колесиком.
- Пластиковый стержень гелевой ручки.
- Игла от шприца.
- Клеевой термопистолет.
- Суперклей.
- Сода, которую используют в выпечке.
Подготовка к сборке горелки
Разберите гелевую ручку, достаньте стрежень, выньте из него металлический пишущий элемент и избавитесь от чернил. У вас в руках должна быть чистая пластиковая трубка. Заменить ее можно любой пластиковой трубкой аналогичного диаметра.


Для удобства пластиковую трубку рекомендую загнуть под прямым углом. Поднесете ее к пламени зажигалки на несколько секунд и аккуратно изогните посередине.


Возьмите зажигалку. При помощи плоскогубцев снимите металлическую защиту, удалите колесо, кремний и подающую пружину. Действуйте аккуратно, чтобы не повредить пластиковый рычаг подачи газа. Он нам понадобится для управления огнем горелки.


Сборка газовой горелки
Возьмите обычную иглу для шприца. Колпачок не выкидывайте, так как он пригодится при хранении горелки. При помощи клеевого термопистолета соедините один конец пластиковой трубки с иглой. Проверьте надежность и герметичность крепления.



Для соединения противоположного конца трубки и зажигалки потребуется сода и суперклей. Трубку необходимо закрепить на пластиковом рычаге, при помощи которого открывается клапан подачи газа. Фиксировать трубку нужно таким образом, чтобы рычаг мог свободно перемещаться в заданных производителем пределах для начала и прекращения подачи газа. Аккуратно обсыпьте место крепления содой и нанесите сверху суперклей. Проверьте работу компактной, газовой горелки, нажав на клапан подачи газа и поднеся искру к острому концу иглы.


Инструмент для выполнения быстрой пайки готов.

Примеры спайки двух проводников
Для качественной пайки места скрутки медных кабелей будем использовать припой, канифоль со спиртом и изготовленную горелку.
Процесс быстрой пайки:
- Место скрутки необходимо зачистить и обработать раствором канифоли со спиртом.
- На место соединения накручиваем кусок припоя, выполненного в виде тонкой проволоки.
- Зажигаем компактную горелку и подносим пламя к месту соединения проводников.
- Дожидаемся равномерного прогрева материала и полного расплавления припоя.
- Подождем пока припой остынет. Для удаления следов сажи протрем место пайки тряпкой, смоченной спиртом.
- Проверьте качество соединения.



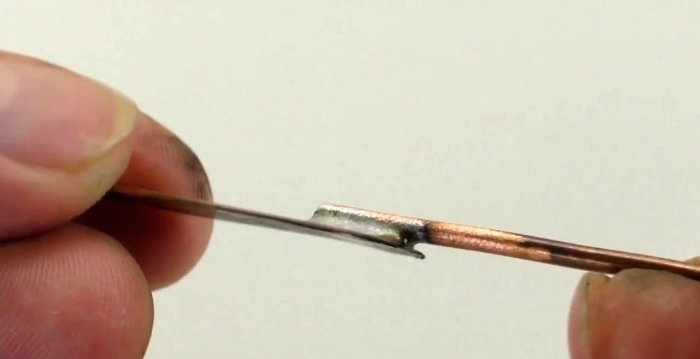
Объединение медной пластины с медной проволокой
Действуем аналогичным образом. Закрепляем проводники в удобном для пайки положении. Обрабатываем место соединения раствором канифоли и спирта. Укладываем небольшой кусок припоя как можно ближе к медной проволоке. Берем горелку и прогреваем место контакта до полного расплавления припоя. При необходимости добавляем нужное количество фиксирующего материала.



Пайка разных металлов
Опробуем способ на примере металлического гвоздя и куска медной проволоки. Зачищенный, медный кабель обмотаем вокруг металлического гвоздя. Обработаем канифолью со спиртом. Между витками медной проволоки накрутим припой. Поднесем пламя горелки к месту соединения и прогреем материал до полного расплавления припоя. Для удаления следов горения используем тряпку, смоченную в спирте.



Смотрите видео
Пайка проводов: как правильно припаять паяльником?
Научиться паять паяльником достаточно просто, даже человек с небольшим опытом общения с данным прибором сможет быстро во всем разобраться. В сегодняшней статье мы расскажем, как паять медные провода на примере распределительной коробки, ведь в квартирах, как правило, требуется пайка жил именно в этом месте, откуда осуществляется разводка электропроводки по жилым помещениям.
1
Пайка проводов – в чем ее суть
Паяльное искусство основано на способностях некоторых металлов растекаться по другим металлам в расплавленном состоянии под действием умеренного поверхностного натяжения и силы гравитации. Непосредственно же пайка проводов паяльником представляет собой процесс нагревания медных жил до огромных температур, после чего они соединяются между собой. Отличительная особенность: пайка – это неразборность конструкции, поскольку после застывания провода разделить невозможно из-за обволакивающего слоя припоя.
Если требуется паять медные провода, большое внимание уделяют таким факторам, как проводимость электрического соединения, а также прочность механического соединения. Как правило, оба параметра напрямую зависят друг от друга, ведь если провода спаяны надежно и прочно, то проводимость тока между ними также будет на максимальном уровне. Обращать внимание здесь необходимо на слой припоя, что связано с его высоким удельным сопротивлением.
Разделить провода после спайки невозможно
Для достижения прочного соединения двух проводов, требуется выполнить два основных условия. Самое главное из них заключается в чистоте спаиваемой поверхности. Так, присутствие каких-либо загрязнений или даже самых тонких оксидных пленок, не позволит добиться нужного эффекта. Это обусловлено тем, что припой накладывается на поверхность медных кабелей на атомном уровне.
Вторым важным условием выступает температура припоя, которая должна быть существенно ниже температуры остальных частей, подвергаемых спаиванию. В большинстве случаев так и происходит, однако некоторые припои обладают очень высокими температурами плавления. Это может привести к ухудшению качества механического соединения, а также помешать формированию правильной кристаллической решетки припоя.
2
Готовимся к пайке – какой инструмент нам потребуется
Единственное, что нам потребуется при спаивании проводов, это обычный паяльник. Строительный рынок позволяет приобрести самые разные модели, отличающиеся по функционалу, качеству и, соответственно, стоимости. В любом случае, технология выполнения процесса всегда будет одинакова. В первую очередь потребуется проверить прибор на предмет наличия возможных загрязнений, в том числе остатков припоя, и при необходимости тщательно очистить жало.
Для работы потребуется обычный паяльник
Чтобы правильно спаять провода, жало инструмента должно быть идеально чистым. Для этих целей нам понадобится напильник, плавными движениями которого отлично удаляются все загрязнения с поверхности прибора. После этого остается подготовить рабочее место, выполнив все правила техники безопасности. Следует учесть, что для работы паяльника требуется наличие розетки. Последний этап подготовки – это припой и флюс, поскольку без этих элементов припаять кабель не получится.
3
Припои и флюсы – как правильно подобрать
Правильный подбор припоев и флюсов играет огромную роль. Приобрести их можно опять же на строительном рынке. На сегодняшний день можно найти самые разнообразные виды флюсов и припоев, которые являются универсальными и отлично справляются с решением всех поставленных перед ними задач.
Флюсы необходимы для протравливания проводов, а также растворения и снятия оксидной пленки. Это очень важный момент, поскольку оксидные пленки в дальнейшем могут привести к появлению коррозии металла. Флюсы могут отличаться в зависимости от сплава соединяемых элементов и типа металлов. Как правило, в качестве флюса выступает смесь щелочей, кислот и специальных металлических солей, которые активно вступают в реакцию при достижении огромных температур. Можно подбирать флюс исходя из медных проводов, которые вы собираетесь припаивать, а можно приобрести универсальный флюс.
Существует условная градация флюсов, в соответствие с которой они делятся на две группы – активные и выполненные на основе канифоли. Основой для производства первой группы выступают неорганические кислоты, обычно соляной или хлорной. При помощи активных флюсов можно припаять практически любые провода, а также прочие металлические конструкции.
Без недостатков тоже не обошлось: подобные вещества оказывают сильнейшее воздействие на медь, вызывая корродирование соединений, что требует немедленного удаления флюса сразу же после пайки. Кроме этого использование подобных элементов может стать причиной короткого замыкания, поскольку они отличаются высоким уровнем проводимости.
Флюсы из второй группы производятся из канифоли, которая, к слову, иногда применяется даже в чистом виде. В состав таких жидких флюсов входят глицерин и спирт, которые полностью испаряют при нагревании паяльником. Эффективность жидких флюсов не так велика, как у активных, однако при работе с цветными металлами стараются использовать именно такие вещества, которые выполняются на основе соединений из органической химии. Но при работе с ними также потребуется максимально быстро смывать флюс с поверхности только что образованного соединения, иначе может проявить себя эффект корродирования.
В качестве флюса иногда используется канифоль в чистом виде
Если работа с флюсами может вызывать некоторые вопросы, то с припоями все гораздо проще. Медные провода припаиваются при помощи свинцово-оловянных веществ марки ПОС. В торговом наименовании товара указывается цифра после маркировки, которая обозначает уровень содержания олова. Рекомендуется отдавать свое предпочтение той продукции, в которой олова больше. Это способствует увеличению электропроводимости нового соединения, а также его прочности. Свинец же в припое выступает в качестве добавки, необходимой для нормализации процесса застывания, поскольку без него олово покрывается трещинами и разрушается с течением времени.
Припои могут производиться и по другим технологиям. К примеру, в последнее время большую популярность приобрели бессвинцовые добавки, в которых вместо свинца используется цинк или индий. Преимущества подобных веществ заключается, в первую очередь, в экологической безопасности, поскольку цинк, как и индий, относятся к категории безопасных нетоксичных элементов. Если паять провода из меди с помощью бессвинцовых припоев, существенно увеличивается прочность пайки, а также возрастает устойчивость к коррозии.
4
Лужение провода – как это делается
Перед тем, как паять силовые провода, выполненные из меди, требуется удалить полиэтиленовую изоляцию на самом проводе. Результатом будут тонкие оголенные жилы, которые необходимо залудить. Многожильные проводники скручиваются, после чего происходит обработка флюсом. Дальше потребуется нанести небольшой слой нагретого припоя поверх флюса. Паяльник также нужно будет подвергнуть обработке, то есть окунуть его во флюс, а также в припой из олова. Здесь нельзя переусердствовать, припой должен покрывать наконечник жала очень тонким слоем.
В процессе лужения оголенные жилы тщательно прогреваются паяльником на канифоли
Сам же процесс лужения выполняется очень просто. Оголенные жилы кладутся на канифоль, после чего при помощи паяльника тщательно прогреваются. Далее жилы обрабатываются со всех сторон припоем. Стоит отметить, что припой должен располагаться на поверхности провода равномерным слоем. Для этого жилу следует постепенно прокручивать в руках во время выполнения лужения. В некоторых случаях, когда канифоли под рукой нет, можно постараться заменить ее при помощи кислоты, нанеся ее на оголенные жилы обычной кисточкой.
Указанный выше алгоритм действий применим для проводов с тонкими жилами. Если же у вас на руках провода большого сечения, то здесь все несколько проще. В целом процесс не отличается, разница лишь заключается в отсутствии необходимости скручивать жилы. Теперь можно переходить непосредственно к спаиванию медных проводов. Очень важный момент – электричество в квартире должно быть отключено. Паять медные жилы в распределительной коробке под напряжением смертельно опасно.
5
Спаивание жил – делаем своими руками
Непосредственно процесс пайки также больших проблем вызвать не должен. После выполнения всех подготовительных мероприятий спаивание двух жил представляет собой, возможно, самое простое действие. Вам достаточно лишь наложить жилы друг на друга либо просто скрутить их вместе, после чего разогреть посредством паяльника. При достижении максимальной температуры припой полностью расплавится, растечется по поверхности двух проводов и намертво соединит их после остывания.
Двигать жилы во время пайки категорически не рекомендуется, поскольку это может привести к ухудшению качества шва.
Иногда мастера не прибегают к помощи лужения проводов, сразу же выполняя все необходимые операции в распределительной коробке, скручивая провода и обрабатывая непосредственно во время пайки. Однако так поступать не следует, поскольку качественно выполненное лужение способствует увеличению качества соединения, его прочности и способности к проводимости электрического тока.
Последнее, что вам останется сделать, — это нанести изоляцию на спаянные жилы. Сделать это можно при помощи обычной изоленты, поверх которой нанести термоусадочную трубку. На этом пайка проводов может считаться успешно выполненной.
Пайка проводов без использования паяльников: чем можно заменить паяльник
Иногда случаются такие ситуации, когда нужно срочно спаять провода, а паяльника под рукой не оказалось. Возникает проблема: как припаять провод без паяльника? Тут на выручку приходят советы домашних мастеров.
Подготовка проводов к пайке
Материалы для пайки проводов без паяльника
Чтобы осуществить паяльный процесс, понадобятся источник нагрева и всё те же припой и флюс (канифоль). Для облегчения соединения проводов лучше использовать припой в виде тонкой проволоки.
Важно! Лучшим вариантом для пайки будет использование свинцово-оловянной трубочки с флюсом внутри. Не нужно отдельно наносить канифоль и припой.
Использование метода лужения при пайке
Быстрым способом припаивать провода является лужение. Для этого можно пользоваться обыкновенным гвоздём или куском медной проволоки, конец которой нужно расплющить молотком. Пайку производят следующим образом:
- Очищенные от изоляции концы проводов скручивают.
- На скрутку наносят флюс.
- Припой с помощью напильника или надфиля превращают в порошок.
- Флюс на скрутке обильно посыпают свинцово-оловянной крошкой.
- Металлический стержень (гвоздь, медный провод и пр.) нагревают на открытом огне. Для этого может использоваться газовая конфорка или паяльная лампа.
- Раскалённым сердечником проводят вдоль скрученных проводов до получения луженой поверхности соединения.
Особенности пайки в жёлобе
Соединение как одножильных, так и многожильных кабелей сечением 3 мм2 без паяльного оборудования возможно оригинальным способом:
- делают скрутку зачищенных концов проводов;
- кусок фольги сгибают так, чтобы получилась удлинённая ванночка;
- в неё помещают скрутку;
- на зачищенные провода наносят флюс и засыпают оловянный порошок;
- фольгу прогревают открытым огнём зажигалки или другим источником пламени;
- во время прогрева скрутку поворачивают вокруг своей оси;
- по окончании пайки остатки фольги удаляют;
- спаянную скрутку оборачивают термоусадочной плёнкой и прогревают до получения плотного слоя изоляции.
Пайка посуды или ёмкостей
Со временем металлическая посуда может проржаветь. Не надо спешить выкидывать прохудившуюся кастрюлю, её стоит запаять.
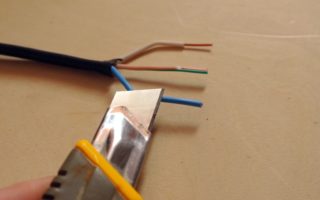
Как это сделать без паяльника? Для этого существует простой способ. Для жала понадобится кусок металлической полосы шириной 30-40 мм и толщиной не более 1 мм. Это то, что можно использовать вместо паяльника. Также нужно приготовить кусок свинцово-оловянного сплава, флюс и паяльную лампу или газовую горелку. Работу выполняют в несколько этапов:
- Металлическую полосу обрезают таким образом, чтобы было удобно её держать рукой. Эту сторону полосы оборачивают теплостойким материалом.
- Второй конец обрезают в виде литеры V. Его затачивают напильником.
- Кастрюлю переворачивают вверх дном. Под неё подкладывают какой-либо материал с металлической пластинкой так, чтобы металл плотно прилегал снизу к отверстию в днище.
- Наждачной бумагой зачищают поверхность вокруг дырки.
- Припой нарезают кусочками ø 3-5 мм.
- На зачищенную поверхность наносят флюс.
- Затем вокруг отверстия укладывают кусочки припоя.
- Рабочий конец полосы нагревают на открытом огне.
- Самодельным паяльником лудят ремонтируемый участок днища кастрюли.
- После остывания пайку полируют наждаком.
Обратите внимание! Для пайки посуды и различных ёмкостей для готовки еды нужно применять пищевой сплав, который состоит на 90% из олова. Этот металл абсолютно безвреден для здоровья человека.
Паяльная паста для пайки без паяльника
Паяльная паста включает в себя флюс и припой. Это очень удобно при пайке без паяльника. Не надо возиться отдельно с этими двумя компонентами. Достаточно одного нанесения пасты на место соединения проводов и затем прогреть его до температуры плавления припоя.
Паяльная паста состоит из металлического порошка, флюса и фиксатора (клейкое вещество для удержания сплава в жидком состоянии в пределах пайки). Паста содержит порошок из олова и свинца с добавкой серебра. Пропорции состава варьируются в зависимости от предназначения средства.

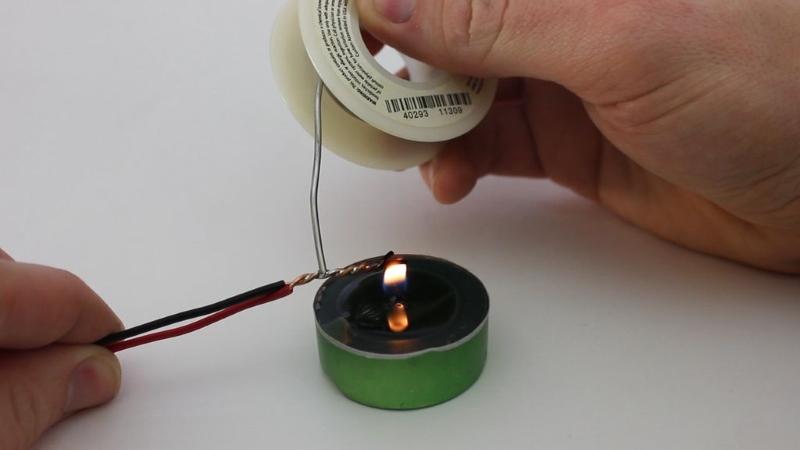
Пайка зажигалкой
При нагреве флюс мгновенно испаряется, припой прочно и плотно охватывает всю скрутку проводов. В результате пайка получается высокого качества. Применимый состав позволяет обходиться без паяльников и паяльных станций.
Для пищевой пайки рекомендуется применить пасты следующих марок: ПОС 63, ПОМ 3 и другие. Пайку пастой используют для работы с микросхемами, где вместо паяльников берут тонкие металлические стержни, прогреваемые внешними источниками тепла.

Паяльная паста
Метод пайки фольгой
Фольга с успехом может заменить припой. Это тонкая алюминиевая плёнка, которая для плавки требует минимум тепловой энергии. Такой способ пайки удобен для соединения тонких проводов, которые используют китайские производители в своих многочисленных электрических и электронных изделиях. Поступают следующим образом:
- проводки очищают от изоляции по длине концов 1,5-2 см;
- жилы скручивают;
- скрутку покрывают тонким слоем паяльной пасты и заворачивают в фольгу;
- полученное соединение прогревают газовой зажигалкой или пламенем свечи;
- в течение 1 минуты образуется прочное спаянное соединение проводов.
Пайка проводов гирлянды и наушников без паяльника
На рынке радиотоваров практически все гирлянды и большинство наушников изготовлены в Китае. Китайские производители в своей борьбе за экономию материалов используют в продукции провода настолько тонкие, что припаять их друг к другу обычным паяльником довольно трудно.
Поэтому при выполнении ремонтных работ лучше обойтись вообще без паяльника. Зачищенные концы проводков скручивают в плотное соединение. Берут заострённый стержень из медной проволоки ø 1-2 мм. Скрутку покрывают паяльной пастой. Пруток прогревают свечой на расстоянии 3 см от кончика жала. Одновременно с этим жалом проводят по скрутке, получая качественную пайку. Это один из лучших методов, как припаять тонкие провода без паяльника.
Пайка с помощью свечи
Существует ещё один остроумный способ пайки тонких проводов. В качестве паяльного стержня используют обычную канцелярскую скрепку. Её изгибают так, чтобы было удобно паять, удерживая пруток пассатижами.
Пайка проводов к плате без паяльника
Бывают такие случаи, когда проводок отрывается от платы. Как лучше всего припаять провод к старому месту схемы электронного устройства, когда не оказалось под рукой паяльника?
Потребуется источник нагрева. Если рядом окажется газовая конфорка или паяльная лампа, то это будет лучшим условием. В отсутствие их пригодится обыкновенная зажигалка и любой заострённый металлический предмет, лучше гвоздь. Чем тоньше будет металл, тем быстрее он нагреется от пламени зажигалки.
Как правило, на месте старой пайки могут оказаться остатки припоя и флюса. Если даже их не окажется, то кончик оторванного проводка зачищают и придавливают его раскаленным гвоздём к старому месту крепления. Действовать нужно осторожно, чтобы не повредить саму плату. Эту же операцию можно провести с помощью швейной иглы.
Дополнительная информация. Некоторые домашние умельцы используют обыкновенный карандаш. Его зачищают так, чтобы графитовый стержень был длиной 1,5 см. На конец карандаша одевают проволочную петлю, соединённую с одним из проводов 12 вольтового блока питания. Другой провод подсоединяют к скрутке. Соприкасаясь с паяльной пастой на скрутке, графит нагревает и плавит припой.
Помимо описанных методов пайки, можно найти ещё много способов обходиться без паяльного оборудования. Главное условие в этом деле – это обеспечение прочного неразрывного и безопасного соединения проводов.